Vysoustruşení (cyklus 202) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 242
216
8 Programován : Cykly
8
.3
C
y
k
ly
v
rt
á
n
,
v
rt
á
n
z
á
v
it
ů
a
f
ré
z
o
v
á
n
z
á
v
it
ů
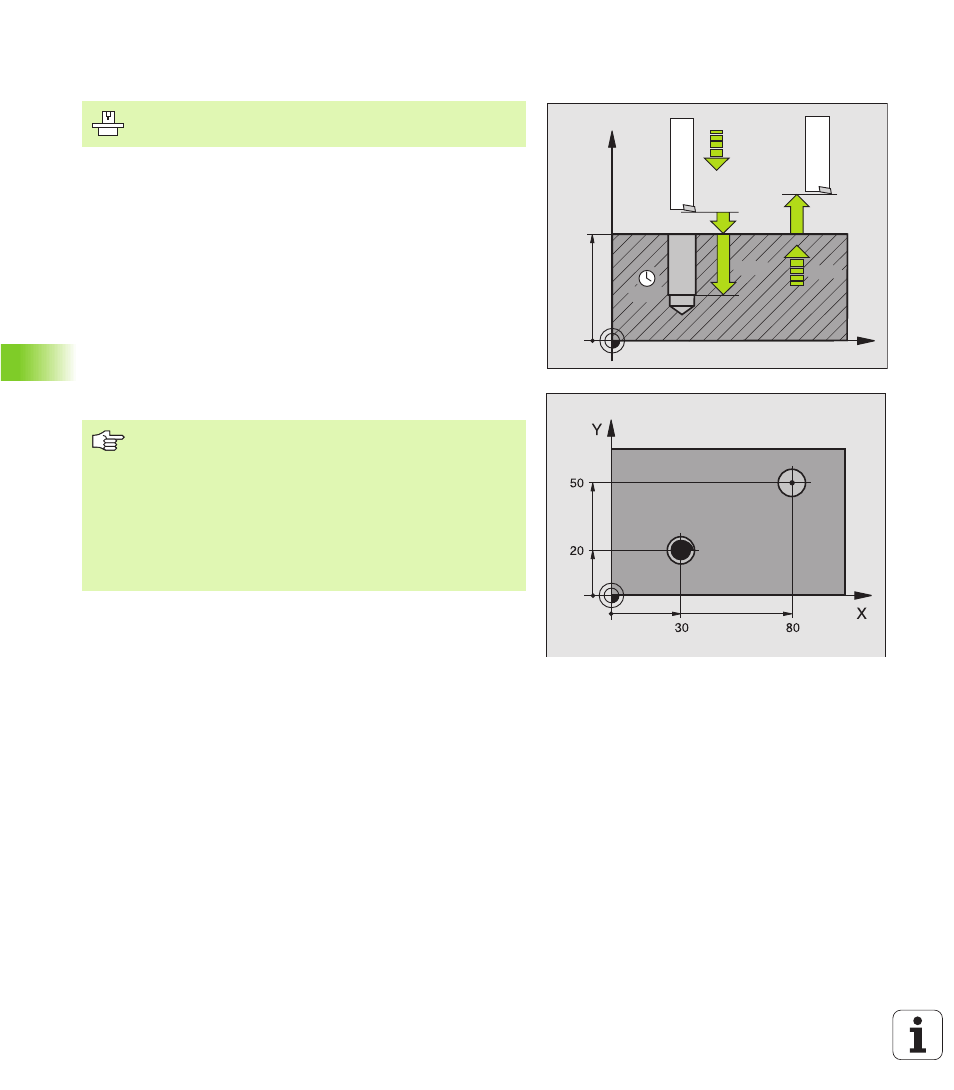
VYSOUSTRUŞENÍ (cyklus 202)
1 TNC naje de nástroje m rychloposuvem FMAX do bezpečn ostn
vzdálenosti od povrchu obrobku v ose vřetene
2
Nástroj provede vyvrtán zadaným posuvem až do zadané
hlou bky
3
Na dně d ry nástroj setrvá – podle zadán – s bě ž c m vřeten em
pro uvolněn z řezu
4
Potom provede TNC orientaci vřetene na
polohu 0°
5
Je li zadáno vyjet z ře zu, vyj ede TNC z řezu v zadaném směru o
0,2 mm (pevná hodnota)
6
Následně TNC odvede nástroj vyj žděc m posuvem n a
bezpečnostn vzdálenost a odtud – podle zadán –
rychloposuvem FMAX na 2. bezpe čn ostn vzdál enost. Je li
Q214=0, provede se návrat podél stěny d ry
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Stroj a TNC mus být připraveny z výroby.
Než začnete programovat
Pozičn blok naprogramujte na počátečn bod (střed d ry)
roviny obráběn s korekc radiu R0.
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.
Na konci cyklu TNC obn ov původn stav chladic kapali ny
a vřetene pl atn ý před vyvolán m cyklu.