HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 144
118
5 Programován : Nástroje
5
.4
T
roj
ro
z
m
ě
rn
á
k
or
e
k
c
e
n
á
s
tr
oj
e
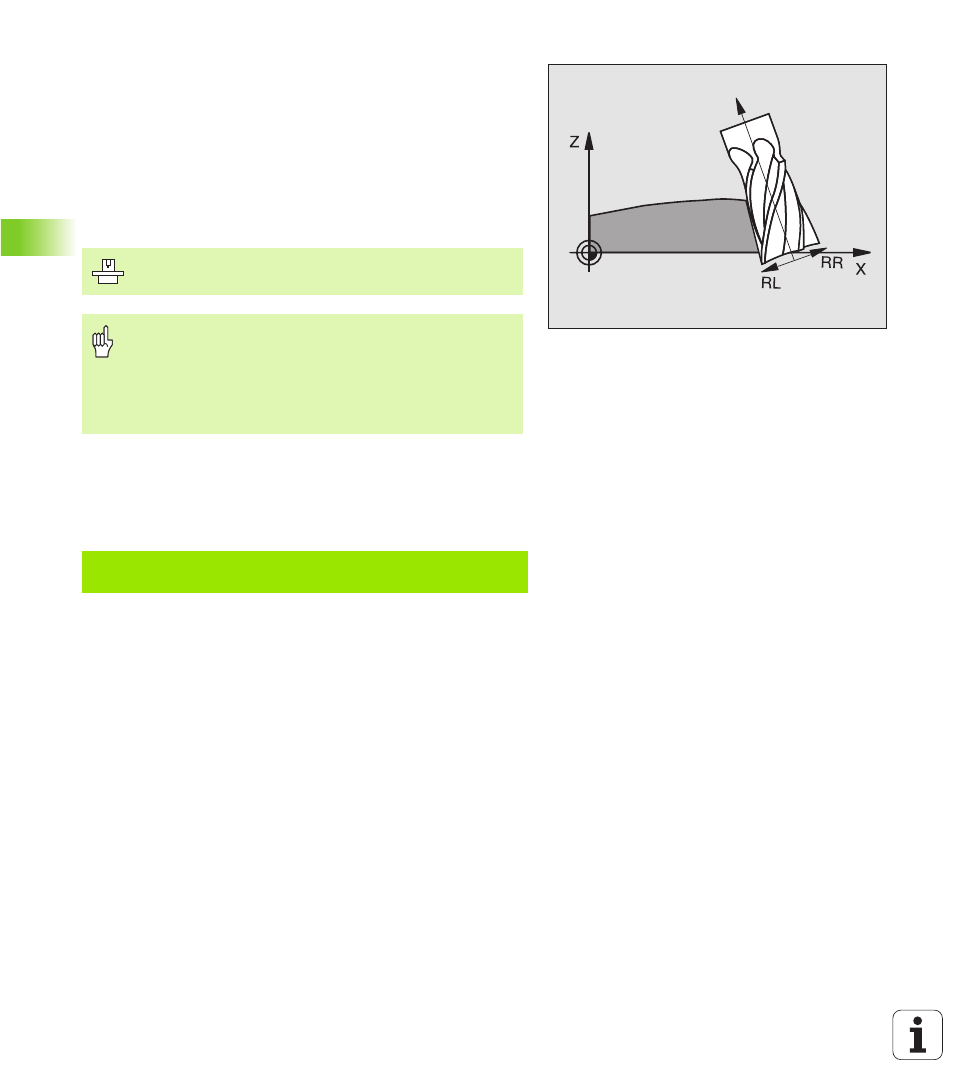
Frézován obvodem frézy: 3D korekce radiu s
orientac nástroje
TNC posun e nástroj kolmo ke směru pohybu a kolmo ke směru
nástroje o součet hodnot de lta DR (tabulka nástrojů a TOOL CALL).
Směr korekce definujete korekc radiu RL/RR (viz obrázek vpravo
nahoře, směr pohybu Y+). (viz „Zachován polohy hrotu nástroje při
nastaven osy n aklápěn pomoc (TCPM* ): M128” n a str. 194) Pro
dosažen zadané orien tace n ástroje mus te zapnout funkci M128
TNC nastav osy otáče n stroje automaticky tak, aby nástroj dosáhl
zadané orien tace včetně pl atn é korekce.
Orientaci nástroje mů žete defin ovat dvěma způsoby:
n
v LN bloku zadán m složek TX, TY a TZ
n
v L bloku zadán m souřadnic os otáčen
Př klad: formát bloku s orientac nástroje
TNC nemůže automaticky nastavovat osy otáčen u
všech strojů. Ři te se dle návodu ke stroji.
Nebezpeč kolize!
U strojů, jeji ch ž osy otáčen dovoluj omezený rozsah
poje zdu, mohou při automatickém polohován vzn iknout
poh yby, které vyžaduj např klad otočen stolu o 180°.
Věnuj te pozornost nebezpe č kolize hlavy s obrobkem
nebo up n adly.
1 L N X+31,737 Y+21,954 Z+33,165
TX+0,0078922 TY–0,8764339 TZ+0,2590319 F 1000 M128
LN:Př mka s 3D korekc
X, Y, Z:Korigované souřadnice koncového bodu př mky
TX, TY, TZ:Složky normovanéh o vektoru orien tace nástroje
F:Posuv
M:Př davná fun kce