Plášt’ válce frézován drážek (cyklus 28) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 323
HEIDENHAIN TNC 426, TNC 430
297
8.
6
S
L
c
y
k
ly
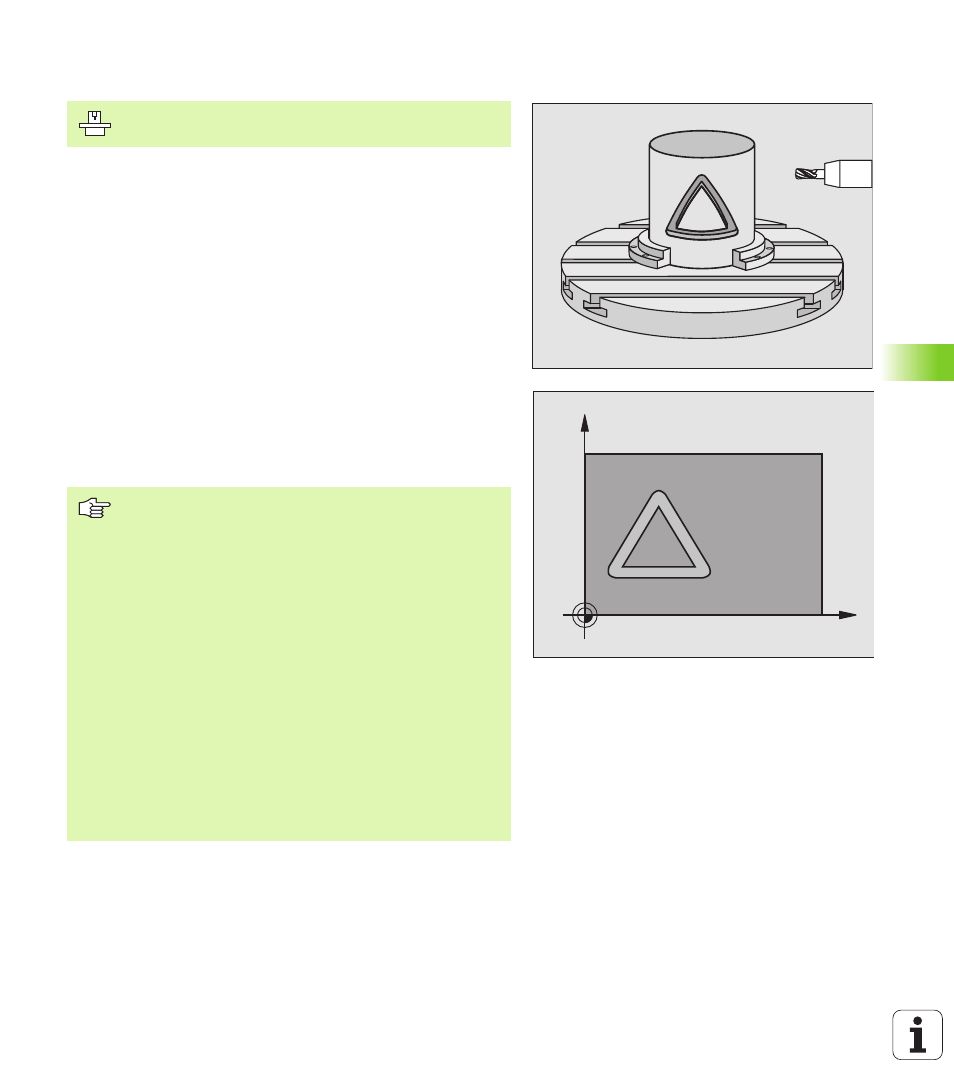
PLÁŠt’ VÁLCE frézován drážek (cyklus 28)
T mto cyklem můžete na plášt’ válce přen ést vodic drážku
definovanou v rozvinu té ploše. Na rozd l od cyklu G127 nastavu je
TNC nástroj u tohoto cyklu tak, aby stěny byly při zapnuté korekci
radiu vždy navzájem rovnoběžné. Dráha středu obrysu se zadává s
korekc radiu n ástroje. Pomoc korekce radiu se urč , zda má TNC
vyrobit drážku sousle dně ne bo ne sou sledně.
n
RL: sou sledně
n
RR: nesousledn ě
1
T NC navede nástroj nad bod zápich u
2
V prvn hloubce př suvu fré zuje nástroj posuvem pro frézován
Q12 podél stěny drážky; přitom se bere zře te l na př davek na
dohotoven stěny
3
Na konci obrysu přesad TNC nástroj na protilehl ou stěn u drážky
a jede zpět k bodu zápichu
4
Kroky 2 až 3 se opakuj , dokud se nedosáhne naprogramované
h loubky frézován Q1
5
Poté nástroj odj ede na bezpečnostn vzdálenost
C
Z
Stroj a TNC mus být připraveny z výroby.
Než začnete programovat
Pamět’ SL cyklu je omezena. V je dnom SL cyklu mů žete
např. naprogramovat maximálně 256 př mkových bloků.
Znaménko parametru cyklu hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, cyklus se
neprovede .
Cyklus vyžaduje frézu s čeln mi zuby (DIN 844).
Válec mus být centricky upnutý na otočném stole.
Osa vře te ne mus směřovat kolmo k ose otočného stolu.
Nen li tomu tak, objev se chybové hlášen .
Tento cyklu s můžete provádět též při naklopené rovině
obráběn .
TNC zkontroluje, zda se korigovaná a nekorigovaná
dráha nástroje nacház uvni tř rozsahu polohové indikace
osy otáčen (je defin ován ve strojn m parame tru 810.x).
Při chybovém hlášen „Chyba v programován obrysu“
př p. nastavte MP 810.x = 0.