Dohotovení stŕn (cyklus 24) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 318
292
8 Programován : Cykly
8.
6
S
L
c
y
k
ly
DOHOTOVENÍ STŔN (cyklus 24)
TNC n aj žd nástrojem po kruhové dráze tangenciálně na d lč obrysy.
Každý d lč obrys se dohotov samostatně.
U
U
U
U
Smysl otáčen ? Ve smyslu hodinových ručiček =
–1 Q9:
Směr obráběn :
+1:otáčen proti smyslu hodinových ru či če k
–1:otáčen ve smyslu h odinových ručiček
U
U
U
U
Hloubka př suvu Q10 (in krementálně): vel ikost
jednotlivého př suvu nástroje
U
U
U
U
Posuv př suvu do hloubky Q11: posuv při
zanořován
U
U
U
U
Posuv při hrubován Q12: posuv pro frézován
U
U
U
U
Př davek načisto pro stěnu Q14 (inkrementálně):
př davek pro několikanásobné dohotove n ; posledn
zbytek pro dohotove n se ode bere po zadán Q14 = 0
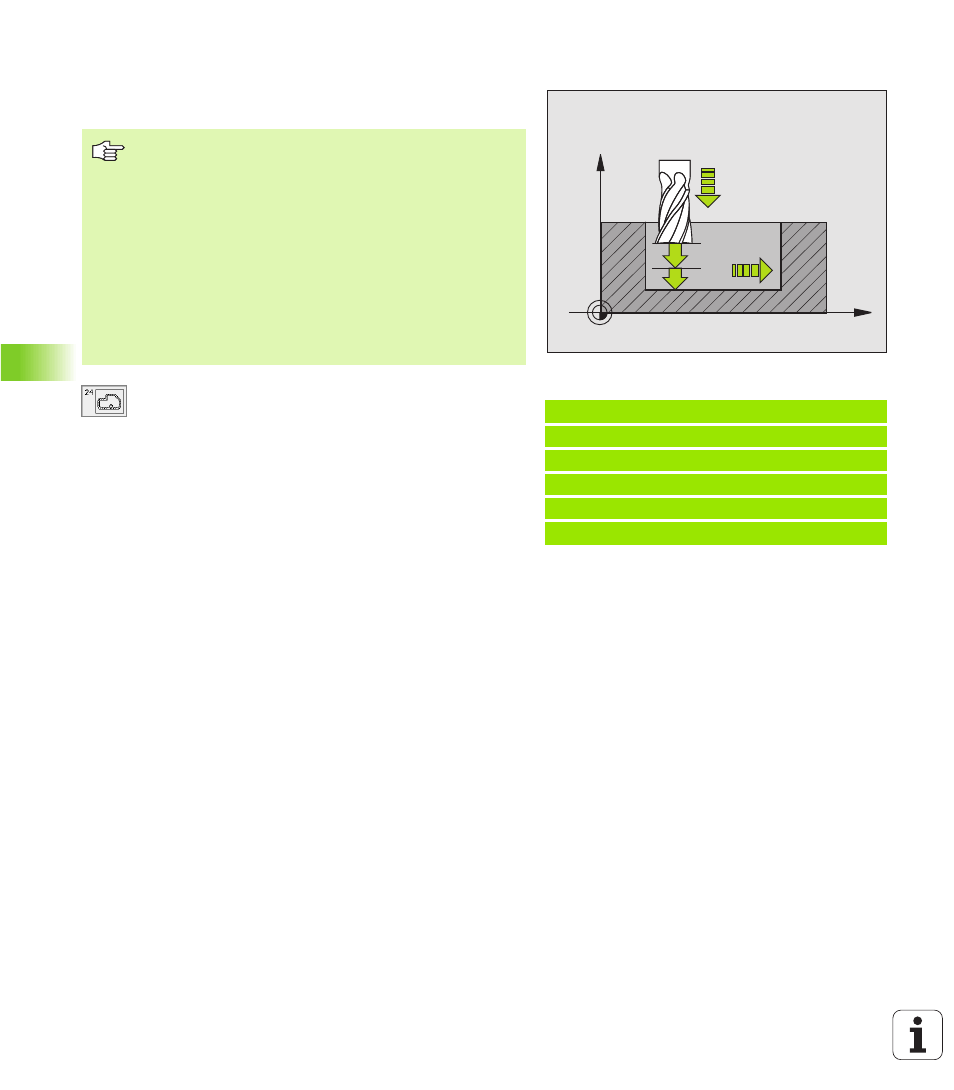
Př klad: NC bloky
61 CYCL DEF 24.0 DOHOTOVENI STEN
Q9=+1 ;SM YSL OTA CENI
Q10=+5 ;HL OUB KA PRI SUVU
Q11=100 ;P OSUV NA HLOUBK U
Q12=350 ;PO SUV HR UB OVANI
Q14=+0 ;PR IDAVEK PR O STR ANU
X
Z
Q11
Q12
Q10
Než začnete programovat
Součet př davku na začiště n stěn y (Q14) a radiu
dokončovac ho nástroje mus být menš než součet
př davku na začištěn stěny (Q3, cyklus 20) a radiu
hru bovac ho nástroje.
Pokud n echáte proběhn out cyklus 24, aniž bylo
provedeno hrubován cyklem 22, plat výše uvedený
výpočet beze změn . Radius hrubovac ho nástroje má
hodnotu „0“.
Jednotka TNC si sama zjist počátečn bod pro čisté
obroben . Tento počátečn bod závis na prostorových
pomě rech v kapse.