Otevřený obrys (cyklus 25) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 319
HEIDENHAIN TNC 426, TNC 430
293
8.
6
S
L
c
y
k
ly
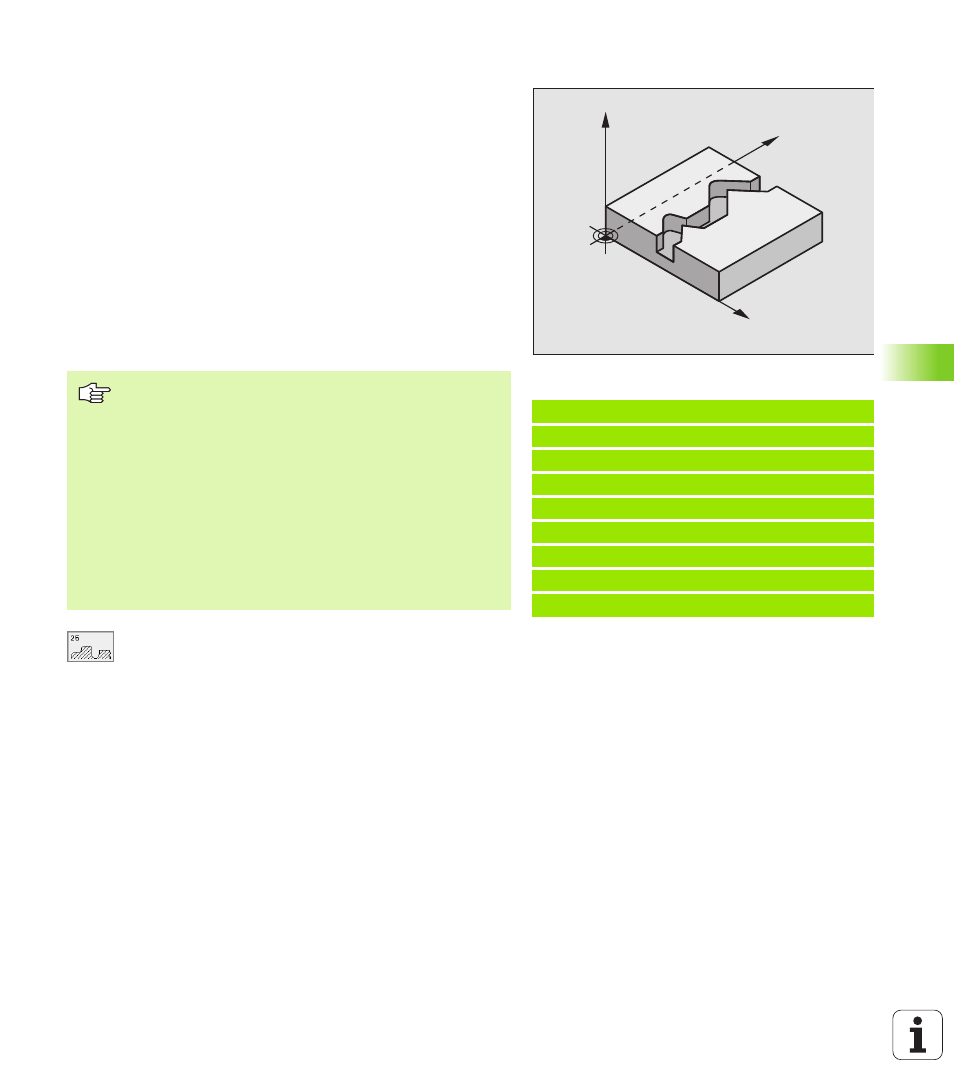
OTEVŘENÝ OBRYS (cyklus 25)
T mto cyklem lze ve spojen s cyklem G37 OBRYS obrábět „otevřené“
obrysy: začátek a konec obrysu se nekryj .
Cyklus 25 OTEVŘENÝ OBRYS n ab z oproti obráběn otevřen ého
obrysu pomoc pozičn ch bloků zn ačné výhody:
n
TNC hl dá, aby při obráběn ne došlo k zař znut a poškozen
obrysu. Obrys l ze zkontrolovat pomoc testovac grafiky.
n
Je li radius nástroje př liš vel ký, mu s se obrys na vnitřn ch roz ch
podle potřeby doobrobit
n
Celé obráběn se dá provést sousledně nebo nesousledně .
Nastavený způ sob frézován zů stane zach ován i při zrcadlen
obrysů
n
Při v ce př suvech může TNC poj ždět nástroje m oběma směry: t m
se zkrát doba obráběn
n
Př davky můžete zadat tak, aby se hrubovalo a dokončovalo ve v ce
pracovn ch operac ch
U
U
U
U
Hloubka frézován Q1 (inkrementáln ě): vzdálenost
mezi povrchem obrobku a dnem obrysu
U
U
U
U
Př davek načisto pro stěnu Q3 (inkrementálně ):
př davek na dohotoven v rovině obráběn
U
U
U
U
S ouř. povrchu obrobku Q5 (absolutně): absolu tn
souřadnice povrchu obrobku vztažená k nul ovému
bodu obrobku
U
U
U
U
Bezpečná výška Q7 (absolu tn ě): absolutn výška, v
n ž nemůže doj t ke koli zi mezi nástrojem a
obrobkem; poloha návratu nástroje na konci cyklu
U
U
U
U
Hloubka př suvu Q10 (inkrementálně): velikost
j ednotlivého př suvu nástroje
U
U
U
U
Posuv př suvu do hloubky Q11: posuv při
pojezdových pohybech v ose vřetene
U
U
U
U
Posuv pro frézován Q12: posuv při pojezdových
pohybech v rovině obráběn
Př klad: NC bloky
62 CYCL DEF 25.0 OTEVRENY OBR YS
Q1= 20 ;HLOUBK A FREZOVA NI
Q3=+0 ;PR IDAVEK PRO STRANU
Q5=+0 ;SOUR ADNI CE PO VR CHU
Q7=+50 ;B EZPECNA VYS KA
Q10=+5 ;HLOUB KA PRI SUVU
Q11=100 ;POSUV HLOUB. PRIS UVU
Q12= 350 ;POSUV FR ÉZOVÁ NÍ
Q15= 1 ;ZPUSOB FR EZOVANI
Y
X
Z
Než začnete programovat
Znaménko parametru cyklu hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, cyklus se
neprovede .
TNC respektuje je n prvn značku cyklu 14 OBRYS.
Pamět’ SL cyklu je omezena. V je dnom SL cyklu mů žete
např. naprogramovat maximálně 256 př mkových bloků.
Cyklus 20 DATA OBR YSU se nepoužije.
Pozice programované v relativn ch sou řadnic ch
bezprostředn ě za cykle m 25 se vztahuj k poloze nástroje
na konci cyklu.