Vystruşení (cyklus 201) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 240
Advertising
214
8 Programován : Cykly
8
.3
C
y
k
ly
v
rt
á
n
,
v
rt
á
n
z
á
v
it
ů
a
f
ré
z
o
v
á
n
z
á
v
it
ů
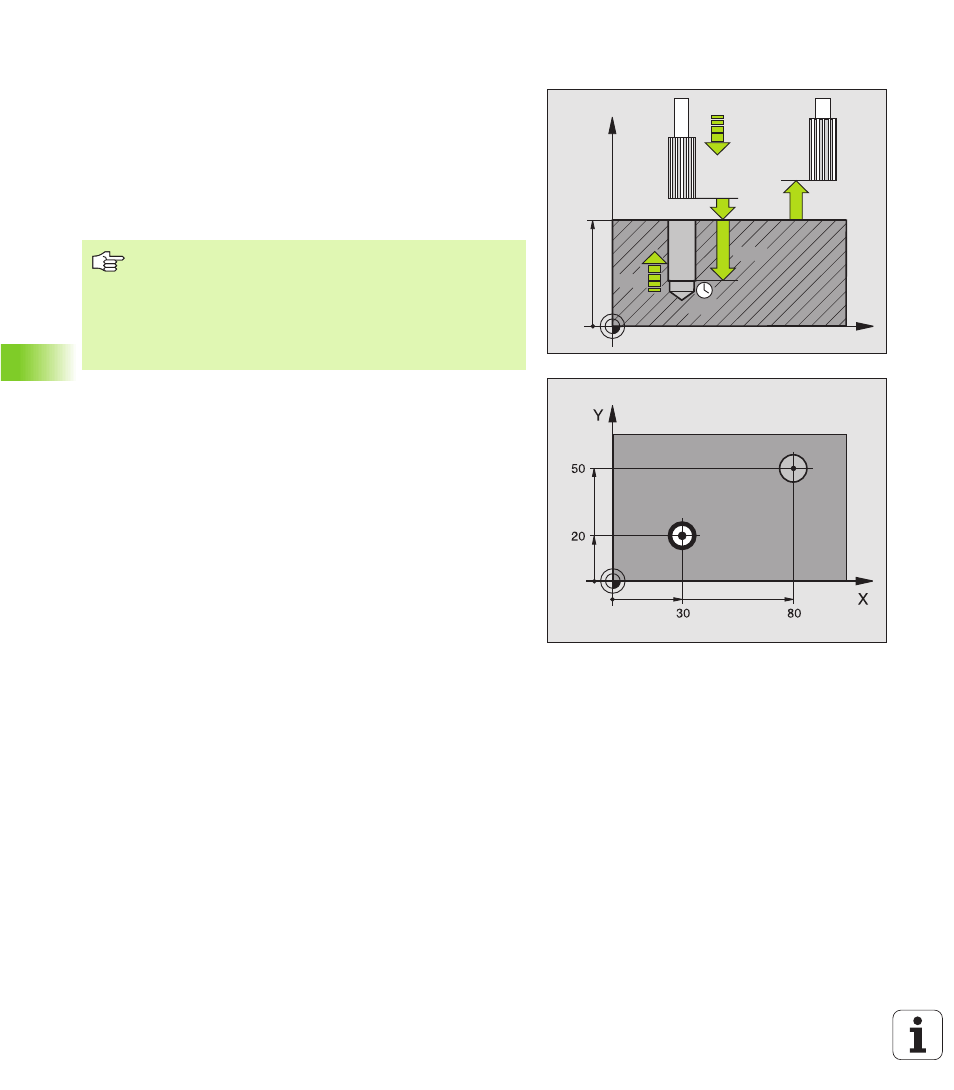
VYSTRUŞENÍ (cyklus 201)
1 TNC navede nástroj rychl oposuve m F MAX v ose vřetene na
zadan ou bezpečnostn vzdálen ost od povrchu obrobku
2
Nástroj provede vystruže n zadan ým posuvem F do
naprogramované hl oubky
3
Na dně d ry nástroj může podl e zadán setrvat
4
Následně vytáhne TNC n ástroj posuvem F zpět na bezpečnostn
vzdálenost a odtu d – podle zadán – rychloposuvem FMAX na 2.
bezpečnostn vzdálenost
X
Z
Q200
Q201
Q206
Q211
Q203
Q204
Q208
Než začnete programovat
Pozičn blok naprogramujte na počátečn bod (střed d ry)
roviny obráběn s korekc radiu R0.
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.
Advertising
Tato příručka se vztahuje na následující produkty: