Zakřivená dráşka s kyvným zápich em (cyklus 211) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 298
272
8 Programován : Cykly
8
.4
C
y
k
ly
fr
éz
o
v
á
n
k
a
p
e
s,
č
ep
ů
a
d
rá
ž
ek
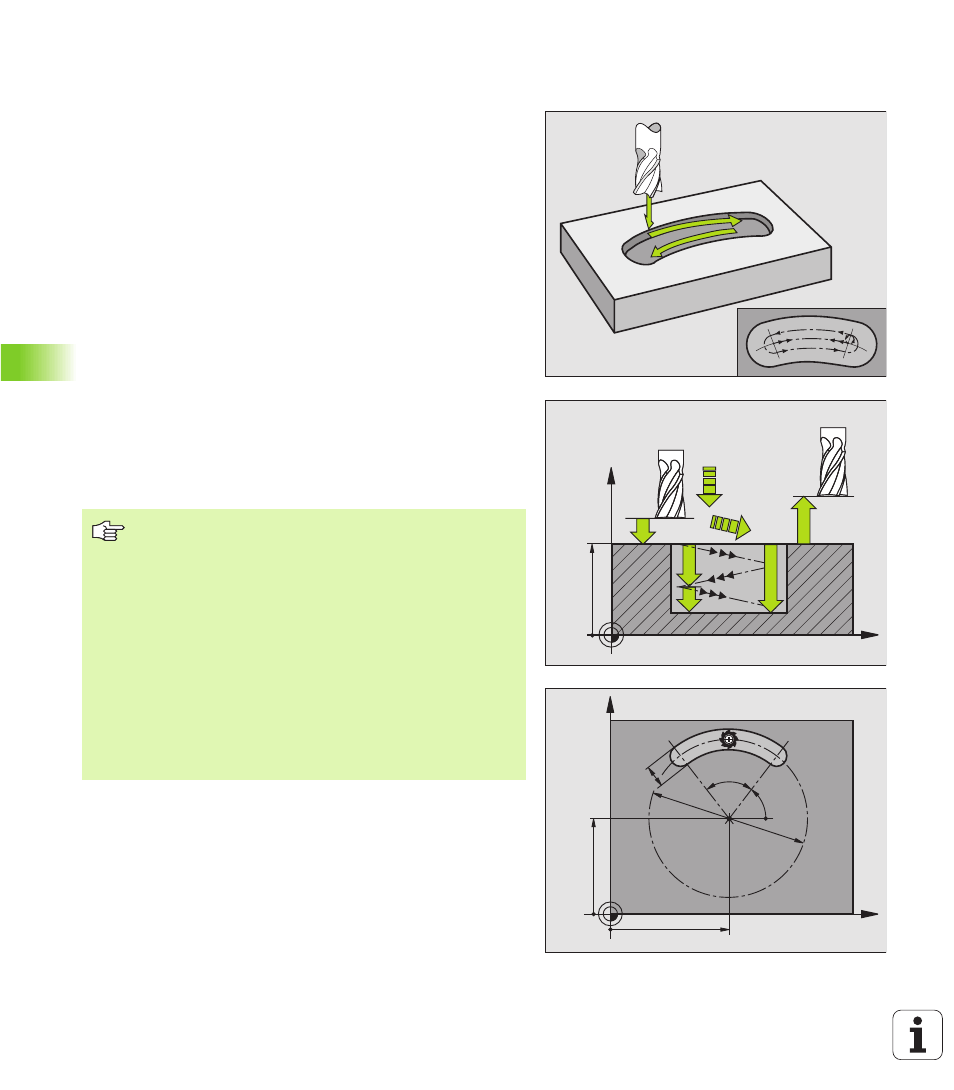
ZAKŘIVENÁ DRÁŞKA s kyvným zápichem
(cyklus 211)
Hrubován
1 TNC navede nástroj v ose vřetene rychloposu vem na 2.
bezpečnostn vzdálenost a odtud n a střed pravého kru hovéh o
oblouku. Odtud TNC navede nástroj na zadanou bezpečnostn
vzdálenost od povrchu obrobku
2
Nástroj n ajede posuvem pro frézován na povrch obrobku; odtud
poj žd fréza – přičemž se šikmo zanořuje do materiálu – na druhý
konec drážky
3
Poté se nástroj opět se šikmým zanořován m vrac zpět do
výchoz ho bodu; tento postup (2 až 3) se opaku je, dokud se
nedosáh ne naprogramované hl oubky frézován
4
Na hlou bce frézován přejede TNC nástrojem za účelem frézován
roviny na dru hý kone c drážky
Dohotoven
5
Ze středu drážky naje de TNC nástroje m tangen ci ál ně na konečný
obrys; tento obrys pak T NC sousledně dokonč (při M3) podle
zadán třeba v několika př su vech. Výchoz bod pro hotovn
operaci se nacház ve středu pravého kruhového oblouku.
6
Na konci obrysu odjede nástroj tangen ciál ně směrem od obrysu
7
Nakonec se nástroj rychloposuvem FMAX vrát na bezpečnostn
vzdálenost a – podl e zadán – na 2. bezpečnostn vzdálenost
X
Z
Q200
Q207
Q202
Q203
Q204
Q201
X
Y
Q217
Q216
Q248
Q245
Q219
Q244
Než začnete programovat
TNC automaticky nastav pozici nástroje v ose n ástroje a
v rovině obráběn .
Při hrubován se nástroj zanořuje do materiálu kyvným
pohybem po šroubovici od j ednoh o konce drážky k
druhému. Předvrtán proto n en nutné .
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.
Průměr frézy nevol te větš než š řka drážky a menš než
třetina š řky drážky.
Průměr frézy volte menš než polovina délky drážky. Ji nak
nen možné kyvné zanořen .