HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 157
HEIDENHAIN TNC 426, TNC 430
131
6
.2
Zá
kl
a
d
y
k
dr
á
h
o
v
ý
m
f
u
n
kc
m
Korekce radiu
Korekce radiu mus být zadán a v tom bloku , kterým naj žd te na prvn
prvek obrysu. Korekce radiu nesm zač nat v bl oku pro kruhovou
dráhu. viz „Najet a odchod z obrysu”, str. 133Naprogramu jte ji
předt m v některém př mkovém bloku (viz „Dráhové poh yby –
pravoú hlé souřadnice”, str. 139).
Najet na pozici
Na začátku programu obráběn n astavte nástroj do takové polohy,
aby nemohlo doj t k poškozen nástroje ani obrobku.
Vytvořen programových bloků pomoc kláves dráhových
funkc
Pomoc šedých kláves dráhových funkc se spust textový dialog.
TNC se postu pně dotáže na všechn y informace a vlož programový
blok do programu obráběn .
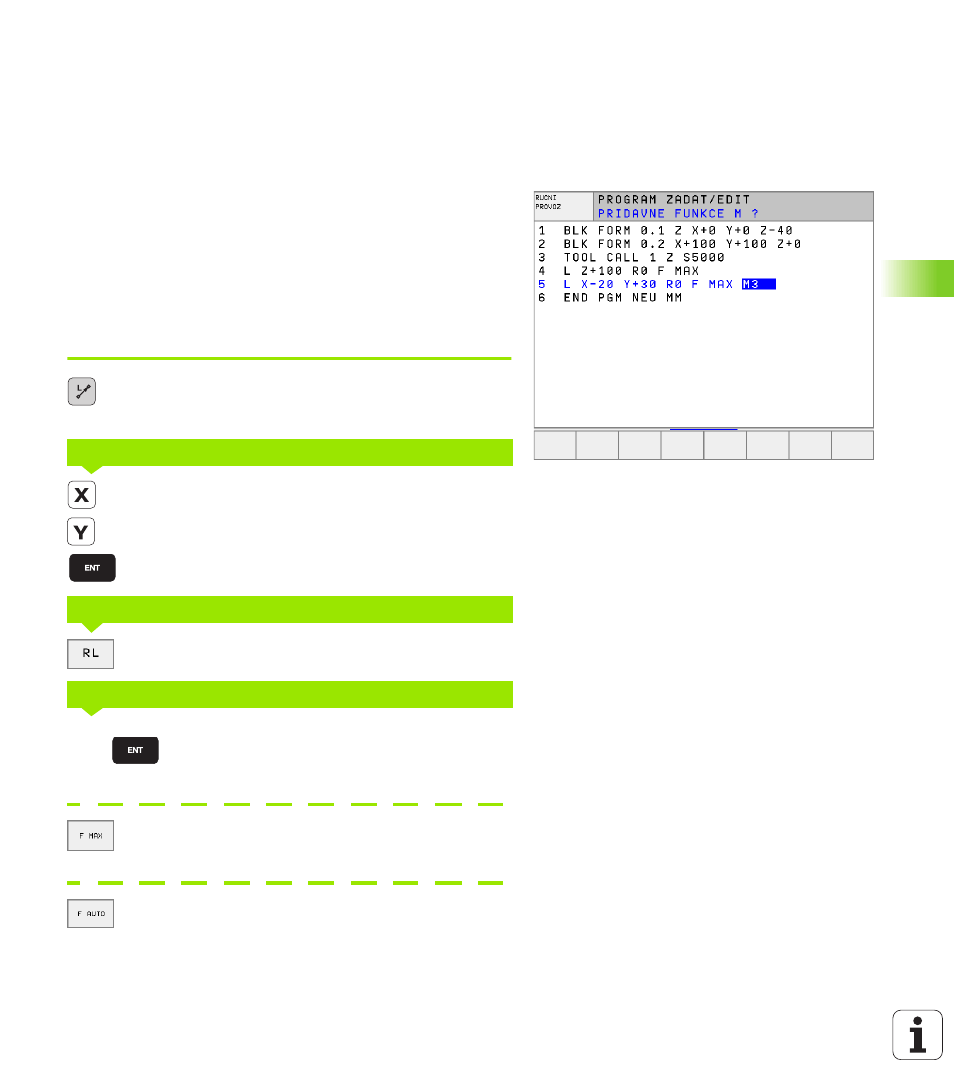
Př klad – Naprogramován př mky
Zahájen programovac ho dialogu: např. př mka
Př mka
Zadán sou řadnic kon cového bodu př mky
Výběr kore kce radiu: např. stiskněte kontextovou
kláve su RL, nástroj poj žd vlevo od obrysu
Zadán posuvu, potvrzen tlač tkem ENT : např. 100
mm/min. Při zadán v palc ch : hodnota 100 znamená
posuv 10 palců/min.
Poj ezd rychloposuvem: stiskněte kontextovou
kláve su FMAX, n ebo
Poj ezd automaticky vypočtenou rychlost (z tabulky
řezných dat): stiskněte kontextovou kl ávesu FAUTO
Souřadnice?
K orekc e ra diu: R L/R R/R 0 bez korek ce?
P osuv F =? / F M AX = ENT
10
5
100