Frézování dráşky (cyklus 3) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 294
268
8 Programován : Cykly
8
.4
C
y
k
ly
fr
éz
o
v
á
n
k
a
p
e
s,
č
ep
ů
a
d
rá
ž
ek
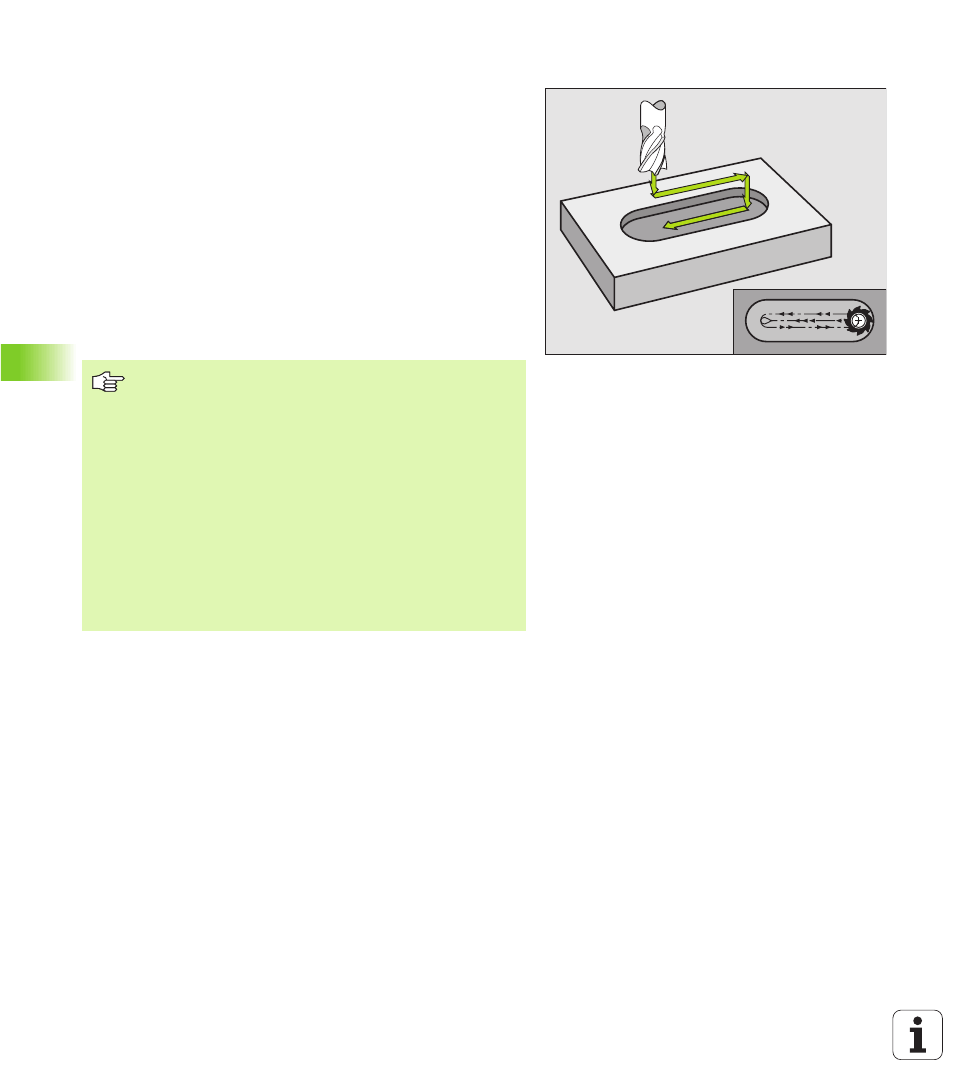
FRÉZOVÁNÍ DRÁŞKY (cyklus 3)
Hrubován
1 TNC přesad nástroj dovni tř o př davek n ači sto (polovina rozd lu
mezi š řkou drážky a průměrem nástroje). Odtu d se nástroj
zap chne do obrobku a frézuje drážku v podélném směru
2
Na konci drážky následuje př suv do hloubky a nástroj frézu je v
opačn ém směru. Tento postu p se opaku je, dokud se nedosáhne
naprogramované hl oubky
Dohotoven
3
Na dně drážky najede T NC nástrojem po kruhové dráze
tangen ciálně na vn ějš obrys; ten to obrys se pak sousle dně
dokonč (při M3)
4
Následně nástroj odjede rychloposuvem FMAX zpě t na
bezpečnostn vzdál enost. Při l ichém počtu př suvů odjede n ástroj
v bezpečn ostn vzdále nosti do výchoz polohy
Než začnete programovat
Cyklus vyžaduje frézu s če ln mi zuby (DIN 844) nebo
předvrtán v počátečn m bodě.
Nastaven n a střed drážky a na střed drážky s odsazen m
o h odnotu radiu nástroje s korekc radiu R0.
Průměr frézy nevol te větš než š řka drážky a menš než
polovina š řky drážky.
Pozičn blok naprogramujte do počátečn h o bodu v ose
vřetene (bezpe čn ostn vzdál enost od povrch em
obrobku ).
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.