Hrubovaní (cyklus 22) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 316
290
8 Programován : Cykly
8.
6
S
L
c
y
k
ly
HRUBOVANÍ (cyklus 22)
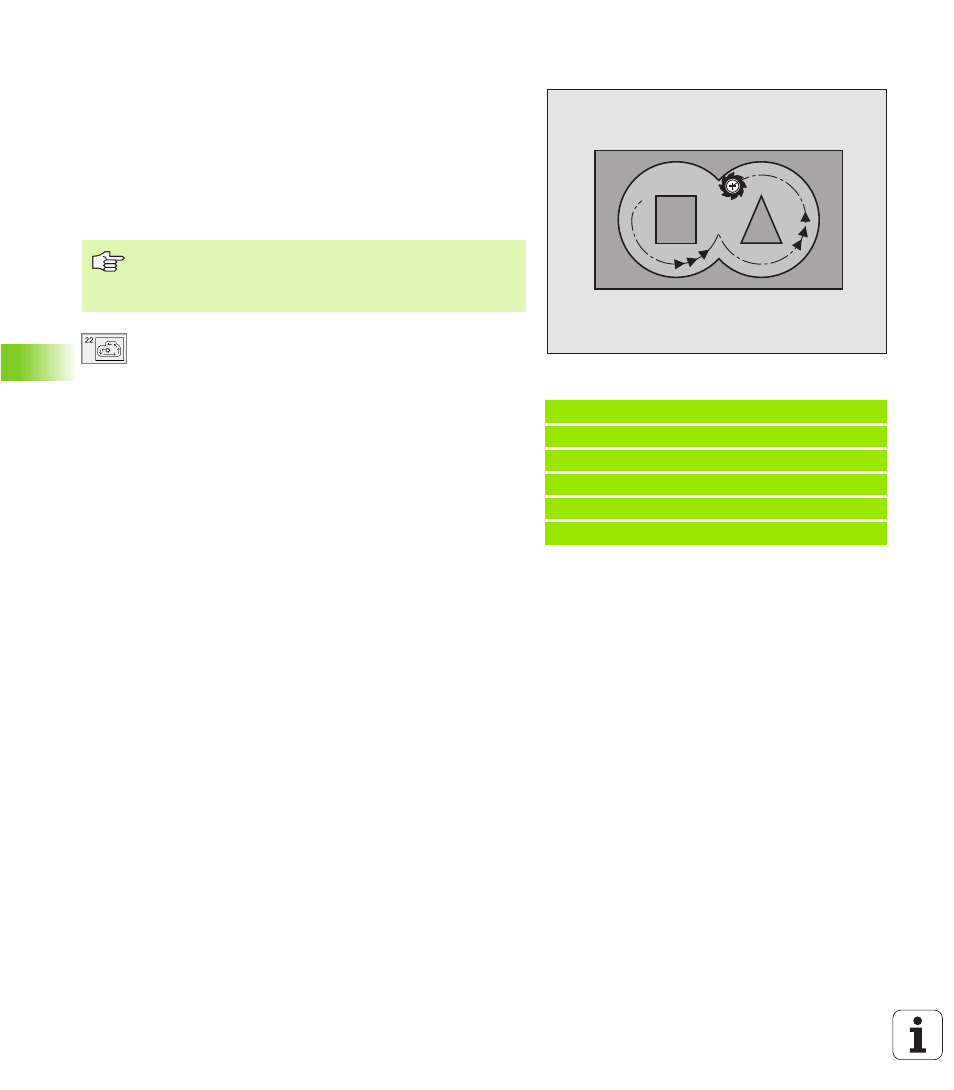
1 TNC navede nástroj nad bod zápichu; přitom se bere ohled na
př davek na dokončen stěny
2
V prvn hlou bce záběru frézuje nástroj obrys zevnitř ven posuve m
pro frézován Q12
3
Obrysy ostrůvků se (zde: C/D) ofrézuj s přibl že n m k obrysu
kapes (zde: A/B)
4
Následně TNC dohotov obrys kapes a odjede n ástrojem zpět na
bezpečnou výšku
U
U
U
U
Hloubka záběru Q10 (inkreme ntálně): vel ikost
jednotlivého př suvu nástroje
U
U
U
U
Posuv př suvu do hloubky Q11: posuv při
zanořován v mm/min
U
U
U
U
Posuv při hrubován Q12: posuv pro frézován v
mm/min
U
U
U
U
Č slo předhrubovac ho nástroje Q18: č slo
nástroje, j mž bylo provede no předhrubován . Pokud
se pře dhru bován neprovádělo, zade jte „0“; při
zadán č se lné hodnoty vyhrubuj e TNC pouze tu
část, kterou nebylo možné obrobit předhrubovac m
nástrojem.
Nelze li na oblast dohrubován najet ze strany,
zanoř se TNC kyvně; to si žádá definovat v tabulce
nástrojů T OOL.T, viz „Nástrojová data”, strana 99
dél ku břitu LCUTS a maximáln ú hel zahořen
nástroje ANGLE. Jinak se obj ev chybové hlášen
U
U
U
U
Ky vný posuv Q19: posuv při kyvném zanořován v
mm/min
Př klad: NC bloky
59 CYCL DEF 22.0 HRUBOVA NI
Q10=+5 ;HLOUBK A ZAB ERU
Q11=100 ;P OSUV HL OUB . PR ISUVU
Q12=350 ;P OSUV HR UB OVANI
Q18=1 ;HRUBO VACI NASTROJ
Q19=150 ;POSUV KYVNEHO OB RAB ENI
C
D
A
B
Než začnete programovat
podle potřeby použijte frézu s čeln mi zu by (DIN 844)
nebo předvrtán cyklem 21.