Obrobení kruhové kapsy na čisto (cykl us 214) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 290
264
8 Programován : Cykly
8
.4
C
y
k
ly
fr
éz
o
v
á
n
k
a
p
e
s,
č
ep
ů
a
d
rá
ž
ek
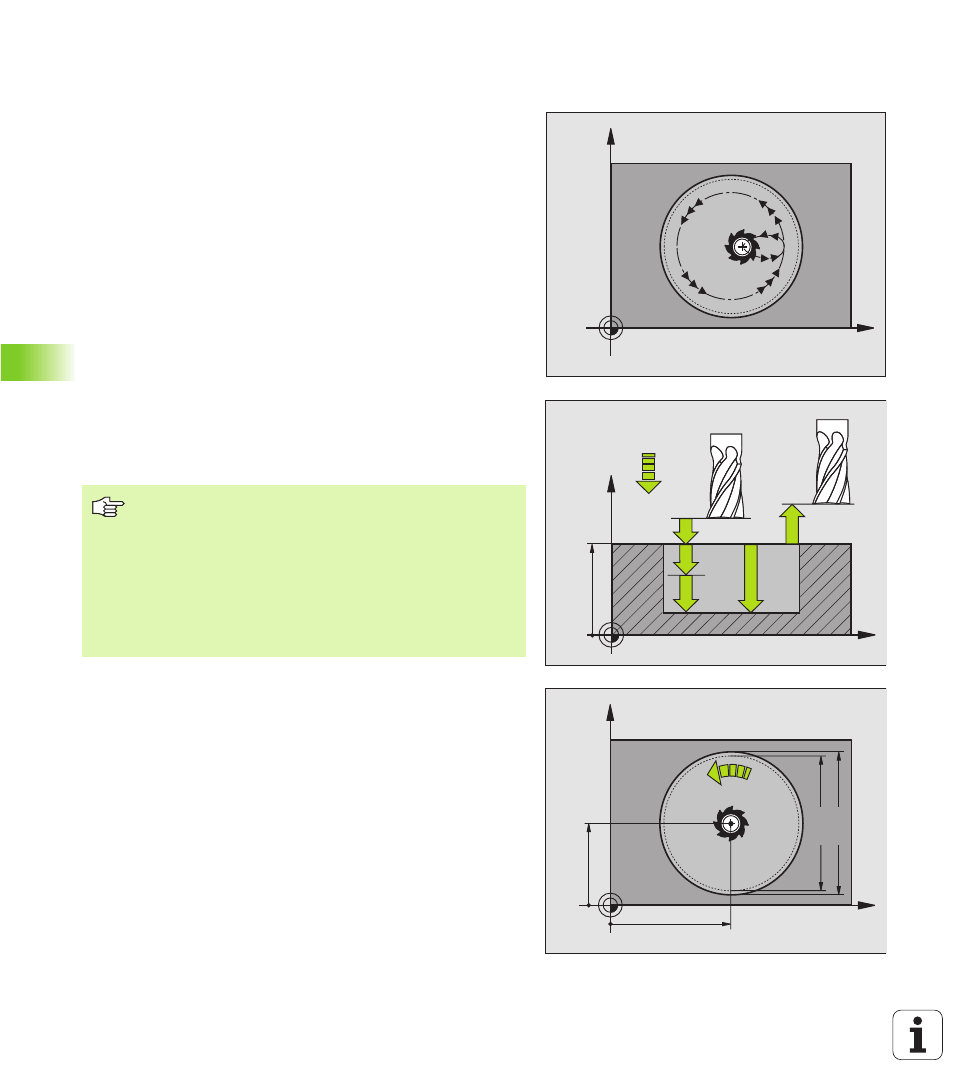
OBROBENÍ KRUHOVÉ KAPSY NA ČISTO
(cyklus 214)
1 TNC automaticky n avede nástroj v ose vřetene na bezpečnostn
vzdálenost nebo – podle zadán – na 2. bezpečnostn vzdálen ost
a potom na střed kapsy
2
Nástroj se přesune ze středu kapsy v rovině obráběn na
počátečn bod frézován . Při výpočtu počátečn ho bodu TNC
započte prů mě r polotovaru a radius n ástroje. Zadáte li pro
průměr polotovaru hodnotu 0, zap chne TNC nástroj do středu
kapsy
3
Nach áz li se nástroj na 2. bezpe čn ostn vzdále nosti , přejede
TNC rychloposuvem na bezpe čn ostn vzdále nost a odtud
posuvem pro př suv do hloubky n a prvn hlou bku př suvu
4
Poté nástroj najede tangen ciál ně na obrys dokon čovaného d lce
a ofré zuje ho sousledně jednou dokola
5
Potom nástroj tangenciáln ě vyjede z obrysu zpět do počátečn ho
bodu v rovin ě obráběn
6
Tento postup (3 až 5) se opakuje, doku d se nedosáhn e
naprogramované hl oubky
7
Na konci cyklu odvede TNC nástroj rychloposuvem na
bezpečnostn vzdálenost nebo – podle zadán – n a 2.
2. be zpečnostn vzdálen ost a poté na střed kapsy (koncová
poloha = výchoz poloha)
X
Y
X
Z
Q200
Q201
Q206
Q202
Q203
Q204
X
Y
Q222
Q217
Q216
Q207
Q223
Než začnete programovat
TNC automaticky nastav nástroj do výchoz poloh y v ose
nástroje a v rovině obrábě n .
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.
Ch ce te li zhotovit kapsu př mo n ači sto, použijte fré zu s
čeln mi zuby (DIN 844) a zadejte pomal ý posuv hlouben .