Data obrysu (cyklus 20) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 314
288
8 Programován : Cykly
8.
6
S
L
c
y
k
ly
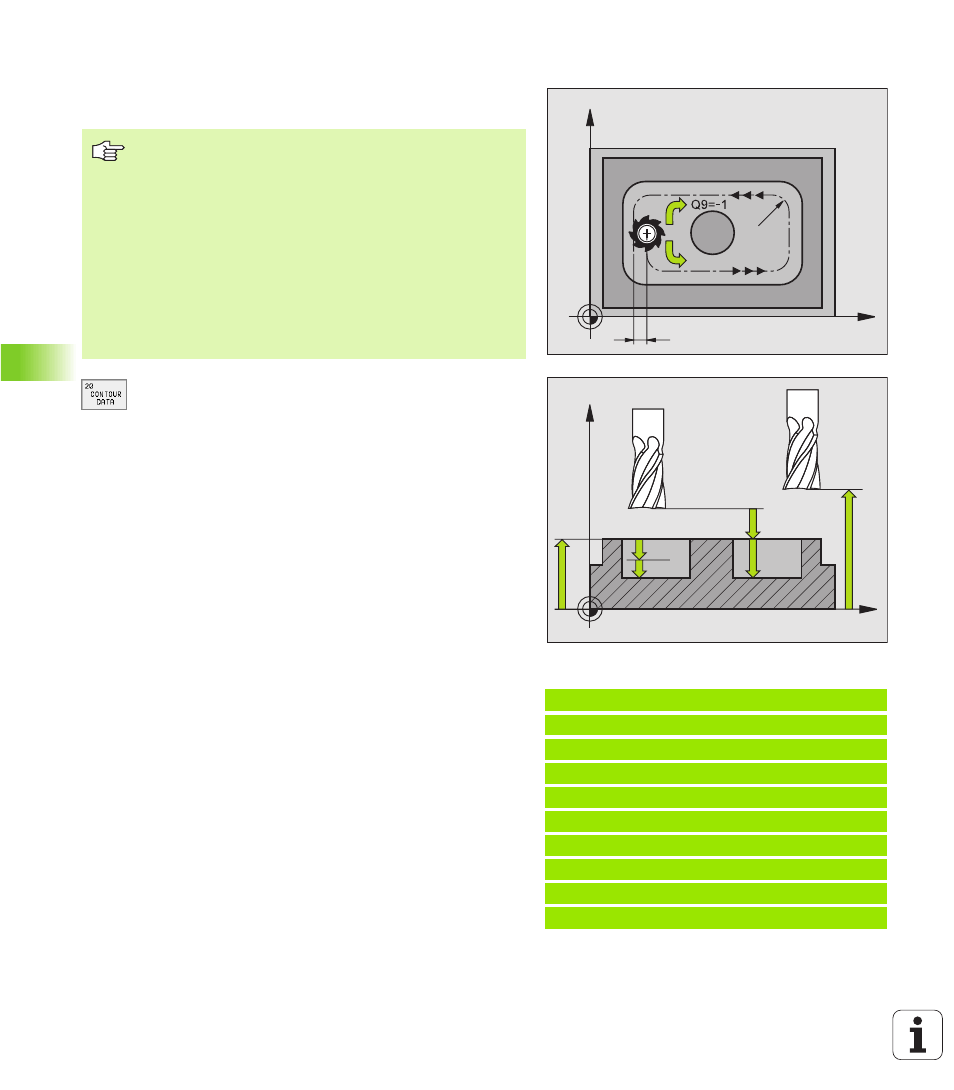
DATA OBRYSU (cyklus 20)
V cyklu 20 se zadávaj informace pro opracován pomoc
podprogramů d lč ch obrysů.
U
U
U
U
Hloubka frézován Q1 (inkrementálně): vzdálenost
povrch obrobku – dno kapsy.
U
U
U
U
Překryt dráhy: pomě r Q2:Q2 x radius nástroj e dává
stranový př suv k.
U
U
U
U
Př davek načisto pro stranu Q3 (inkrementáln ě):
př davek na dohotoven v rovi ně obráběn .
U
U
U
U
Př davek načisto na hloubku Q4 (inkrementálně):
př davek na dohotoven pro dno.
U
U
U
U
Souřadnice povrchu obrobku Q5 (absolutně):
absolutn sou řadnice povrchu obrobku
U
U
U
U
Bezpečnostn vzdálenost Q6 (inkremen táln ě):
vzdálenost mezi čeln plochou nástroje a povrchem
obrobku
U
U
U
U
Bezpečná výška Q7 (absolutně): absolu tn výška, v
n ž ne mů že doj t ke kolizi s obrobkem (pro me zilehlé
polohy a návrat na konci cyklu)
U
U
U
U
Vnitřn poloměr zaoblen Q8: radius zaobl en
vnitřn ch „rohů“; zadaná h odnota se vztah uje k dráze
středu n ástroje
U
U
U
U
Smysl otáčen ? Po smyslu hodinových ručiček =
1 Q9: směr obráběn pro kapsy
n
po smyslu hodinových ru čiče k (Q9 = 1
n esousledně pro kapsu a ostrůvek)
n
proti smyslu hodinových ručiček (Q9 = +1
sousledně pro kapsu a ostrůvek)
Při přerušen programu můžete parametry obráběn překontrolovat
nebo pře psat.
Př klad: NC bloky
57 CYCL DEF 20.0 DATA OB RYSU
Q1= 20 ;HL OUB KA FR EZOVANI
Q2=1 ;P RESAH DRA HY
Q3=+0.2 ;PRIDAVEK PRO STR ANU
Q4=+0.1 ;P RIDAVEK NA DNO
Q5=+30 ;SOUR. POVR CHU
Q6=2 ;BEZPECNOSTNI VZDAL ENOS T
Q7=+80 ;BEZPECNA VYSKA
Q8=0.5 ;POLOM ER ZAO BLENI
Q9=+1 ;SM YSL OTACENI
X
Y
k
Q9=+1
Q
8
X
Z
Q6
Q7
Q1
Q10
Q5
Než začnete programovat
Cyklus 20 fungu je jako DEF, čili je aktivn od své de fin ice
v programu obrábě n .
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubka = 0, pak TNC daný
cyklus neprove de.
In formace pro obráběn zadané v cyklu 20 plat pro cykly
21 až 24.
Pokud použije te SL cykly v programech s Q parametry,
nesm te pou ž t parametry Q1 až Q19 jako parametry
programu .