Vyjet po př mce s tangenciáln m napojen m: dep lt – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 163
HEIDENHAIN TNC 426, TNC 430
137
6
.3
N
a
je
t
a
o
d
c
h
o
d
z
o
b
rysu
Př klad NC bloků
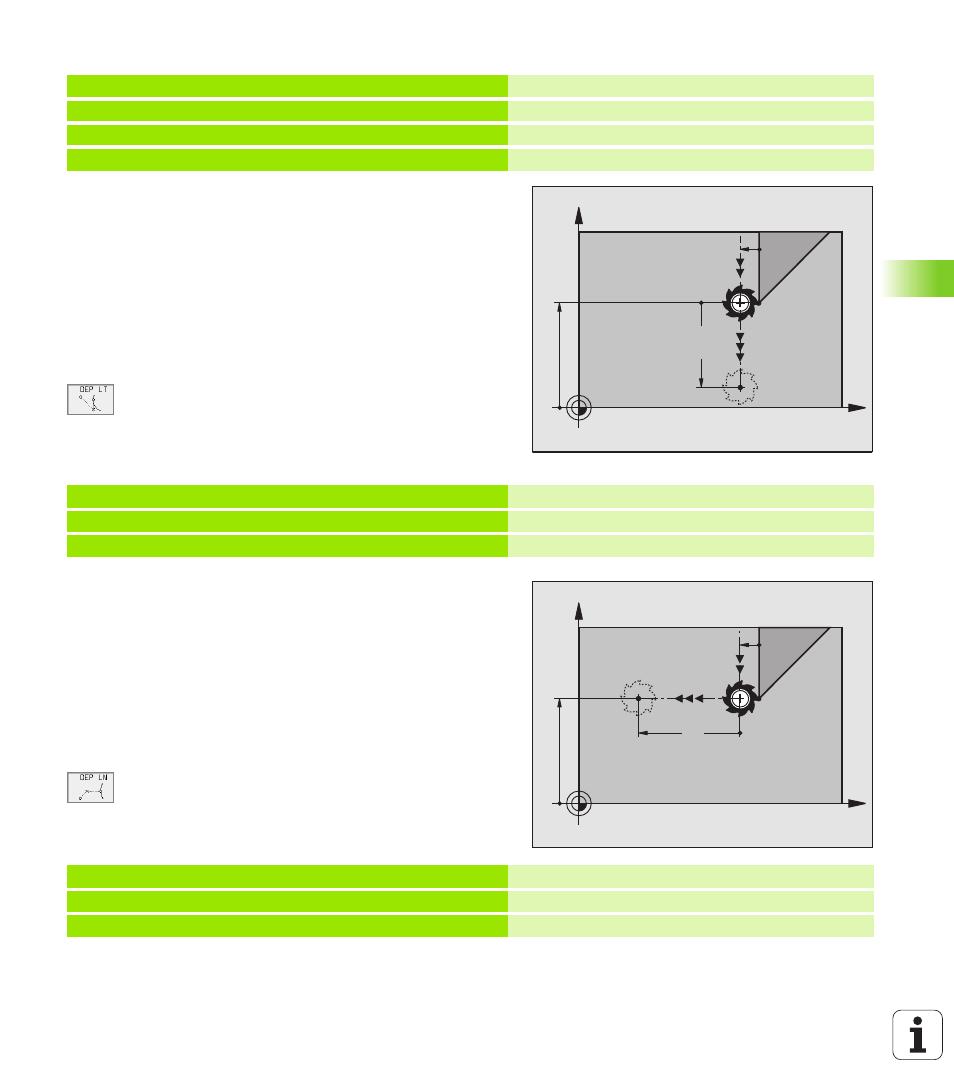
Vyjet po př mce s tangenciáln m napojen m:
DEP LT
TNC vede nástroj po př mce od posledn ho bodu obrysu P
E
ke
koncovému bodu P
N
. Př mka lež v prodloužen posledn h o prvku
obrysu. P
N
se nacház ve vzdálenostiLEN od P
E
.
U
U
U
U
Posle dn prvek obrysu se programuje pomoc koncového bodu P
E
a korekce radiu
U
U
U
U
Zahajte dialog tl ač tkem APPR/DEP a kontextovou klávesou
DEP LT :
U
U
U
U
LEN: zadejte vzdálenost koncového bodu P
N
od
posledn h o prvku obrysu P
E
Př klad NC bloků
Odjet po př mce kolmé k posledn mu bodu
obrysu: DEP LN
TNC vede nástroj po př mce od posledn ho bodu obrysu P
E
ke
koncovému bodu P
N
. Př mka smě řuje kolmo od posl edn ho bodu
obrysu P
E
. P
N
je od bodu P
E
vzdálen o LEN + radius nástroje.
U
U
U
U
Posle dn prvek obrysu se zadá pomoc koncového bodu P
E
a
korekce radiu
U
U
U
U
Zahajte dialog tl ač tkem APPR/DEP a kontextovou klávesou DEP
LN :
U
U
U
U
LEN: Zadejte vzdálenosti koncového bodu P
N
Pozor: hodnotaLEN mus být kl adná!
Př klad NC bloků
7 L X+40 Y+10 RO FMAX M 3
Najet na P
S
bez korekce radiu
8 APPR LCT X + 10 Y+20 Z 10 R10 R R F100
P
A
s kor. radiu RR , radius R=10
9 L X+20 Y+35
Kon cový bod prvn ho prvku obrysu
10 L ...
Dalš prve k obrysu
X
Y
10
20
P
A
RR
P
S
R0
P
H
RR
RR
40
10
R10
35
20
X
Y
20
P
E
RR
P
N
R0
RR
12.5
23 L Y+20 RR F100
Posledn prvek obrysu: P
E
s korekc radiu
24 DEP LT LEN12,5 F100
Odj et o LEN=12,5 mm
25 L Z+100 FMAXM 2
Vyjet v ose Z, skok na začátek, konec programu
X
Y
20
P
E
RR
P
N
R0
RR
20
23 L Y+20 RR F100
Posledn prvek obrysu: P
E
s korekc radiu
24 DEP LN LEN+20 F 100
Odj et o LEN = 20 mm kolmo od obrysu
25 L Z+100 FMAXM 2
Vyjet v ose Z, skok na začátek, konec programu