Čisté obr obení čepu (cyklus 213) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 286
260
8 Programován : Cykly
8
.4
C
y
k
ly
fr
éz
o
v
á
n
k
a
p
e
s,
č
ep
ů
a
d
rá
ž
ek
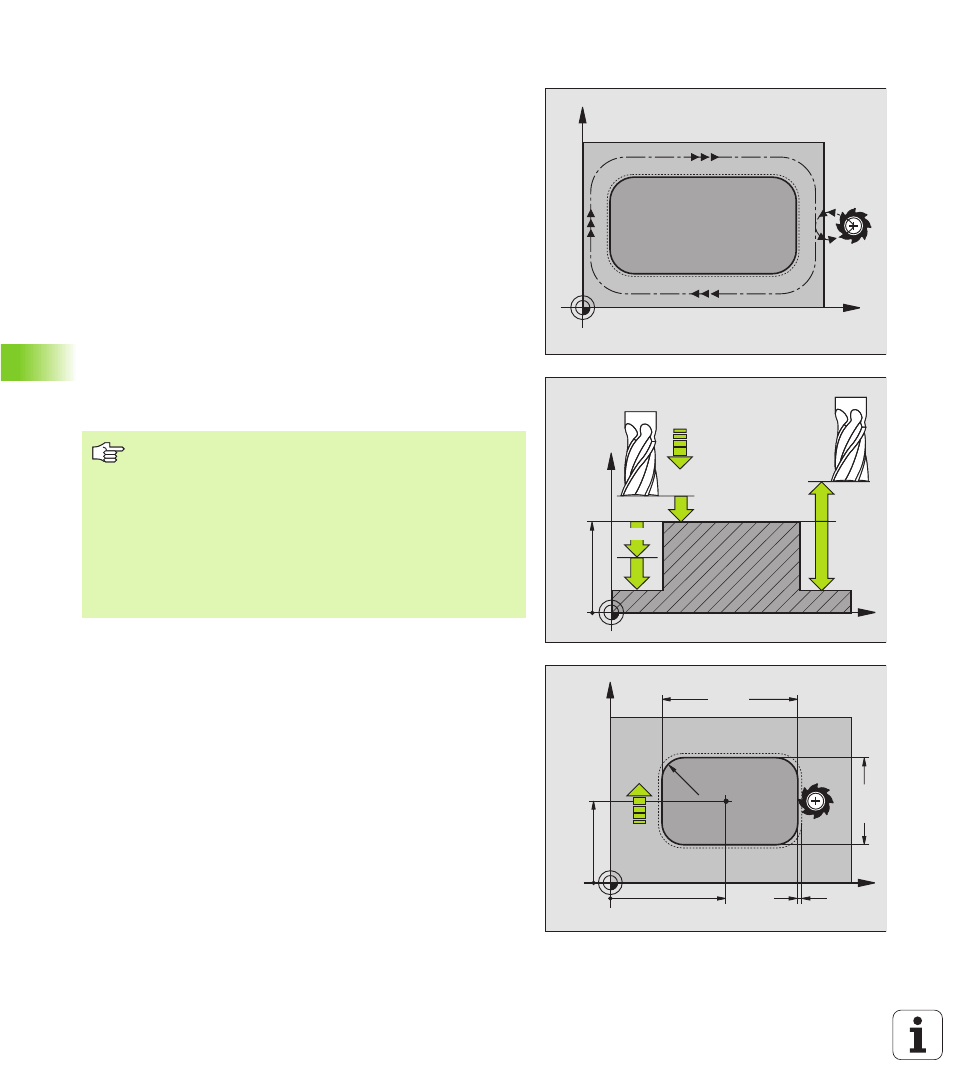
ČISTÉ OBROBENÍ ČEPU (cyklus 213)
1 TNC navede nástroj v ose vřetene na bezpečn ostn vzdále nost
nebo – podle zadán – na 2. be zpečnostn vzdálenost a násle dně
na střed če pu
2
Ze středu čepu přeje de nástroj v rovi ně obráběn do počátečn ho
bodu frézován . Počátek se nacház přibližně o 3,5 násobek radi u
nástroje vpravo od če pu
3
Nach áz li se nástroj na 2. bezpe čn ostn vzdále nosti , přejede
TNC rychloposuvem na bezpe čn ostn vzdále nost a odtud
posuvem pro př suv do hloubky n a prvn hlou bku př suvu
4
Poté nástroj tange nciálně najede na obrys dokon čovaného d lce
a ofré zuje sousledně jeden oběh
5
Dále nástroj odjede tangenciálně od obrysu do počátečn ho
bodu v rovin ě obráběn
6
Tento postup (3 až 5) se opakuje, doku d se nedosáhn e
naprogramované hl oubky
7
Na konci cyklu odvede TNC nástroj rychloposuvem na
bezpečnostn vzdálenost nebo – podle zadán – n a 2.
bezpečnostn vzdál enost a potom na střed čepu (kon cová poloha
= počátečn poloha)
X
Y
X
Z
Q200
Q201
Q206
Q203
Q204
Q202
X
Y
Q219
Q218
Q217
Q216
Q207
Q221
Q
220
Než začnete programovat
TNC automaticky nastav pozici nástroje v ose n ástroje a
v rovině obráběn .
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.
Pokud chcete zhotovit čep př mo načisto, použijte frézu s
čeln mi zu by (DIN 844). Zadejte mal ou hodnotu rychlosti
hloubkovéh o př suvu.