Válcový plášt’ (cyklu s 27) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 321
HEIDENHAIN TNC 426, TNC 430
295
8.
6
S
L
c
y
k
ly
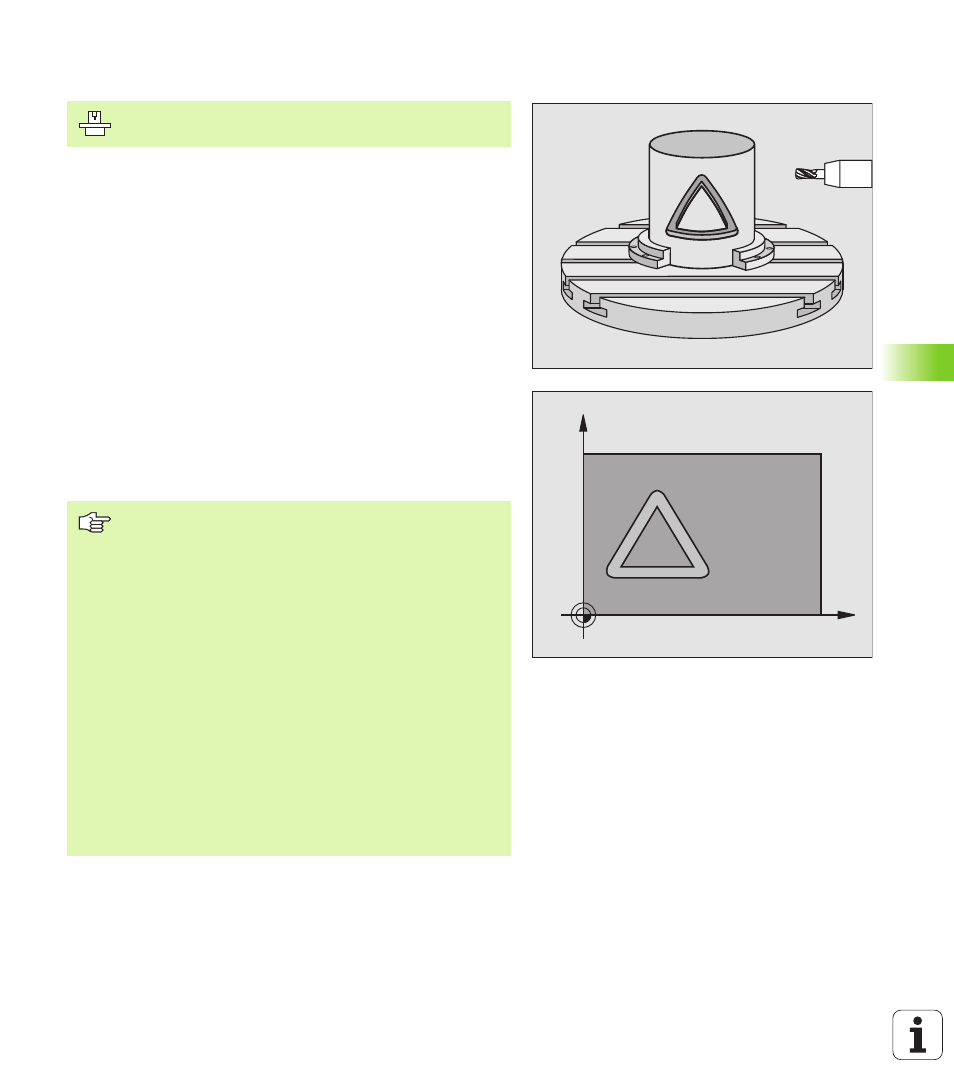
VÁLCOVÝ PLÁŠt’ (cyklus 27)
T mto cyklem můžete přenést definovaný rozvinutý obrys na plášt’
vál ce . Chcete li na válci frézovat vodic drážky, pou žijte cyklus G128.
Obrys se pop še v podprogramu , který vyberete v cyklu 14 (OBRYS).
Te nto podprogram obsahuje souřadnice v úhlové ose (např. ose C)
a v ose , která je s n rovnobě žná (např. osa vře te ne). Z dráhových
funkc lze pou ž t L, CHF, CR, RND, APPR (kromě APPR LCT) a DEP.
Údaje v úhlové ose můžete zadat volitelně ve stupn ch n ebo v mm
(inch) (u rč se při definici cykl u).
1
T NC navede nástroj nad bod zápich u; přitom se bere oh led na
př davek na dokončen stěny
2
V prvn hloubce př suvu fré zuje nástroj posuvem pro frézován
Q12 podél programovaného obrysu
3
Na konci obrysu odjede TNC n ástroj em do bezpe čnostn
vzdálen osti a zpět k bodu zápichu
4
Kroky 1 až 3 se opakuj , dokud se nedosáhne naprogramované
h loubky frézován Q1
5
Potom nástroj odj ede na bezpečnostn vzdálenost
C
Z
Stroj a TNC mus být připraveny z výroby.
Než začnete programovat
Pamět’ SL cyklu je omezená. V je dnom SL cyklu mů žete
např. naprogramovat maximálně 256 př mkových bloků.
Znaménko parametru cyklu hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, cyklus se
neprovede .
Cyklus vyžaduje frézu s čeln mi zuby (DIN 844).
Válec mus být centricky upnutý na otočném stole.
Osa vře te ne mus směřovat kolmo k ose otočného stolu.
Nen li tomu tak, objev se chybové hlášen .
Tento cyklu s můžete provádět též při naklopené rovině
obráběn .
TNC zkontroluje, zda se korigovaná a nekorigovaná
dráha nástroje nacház uvni tř rozsahu polohové indikace
osy otáče n (je definován ve stroj n m parametru 810.x). V
př padě chybového hl ášen „Chyba v programován
obrysu“ př p. nastavte MP 810.x = 0.