Frézování kapes (cyklus 4) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 282
256
8 Programován : Cykly
8
.4
C
y
k
ly
fr
éz
o
v
á
n
k
a
p
e
s,
č
ep
ů
a
d
rá
ž
ek
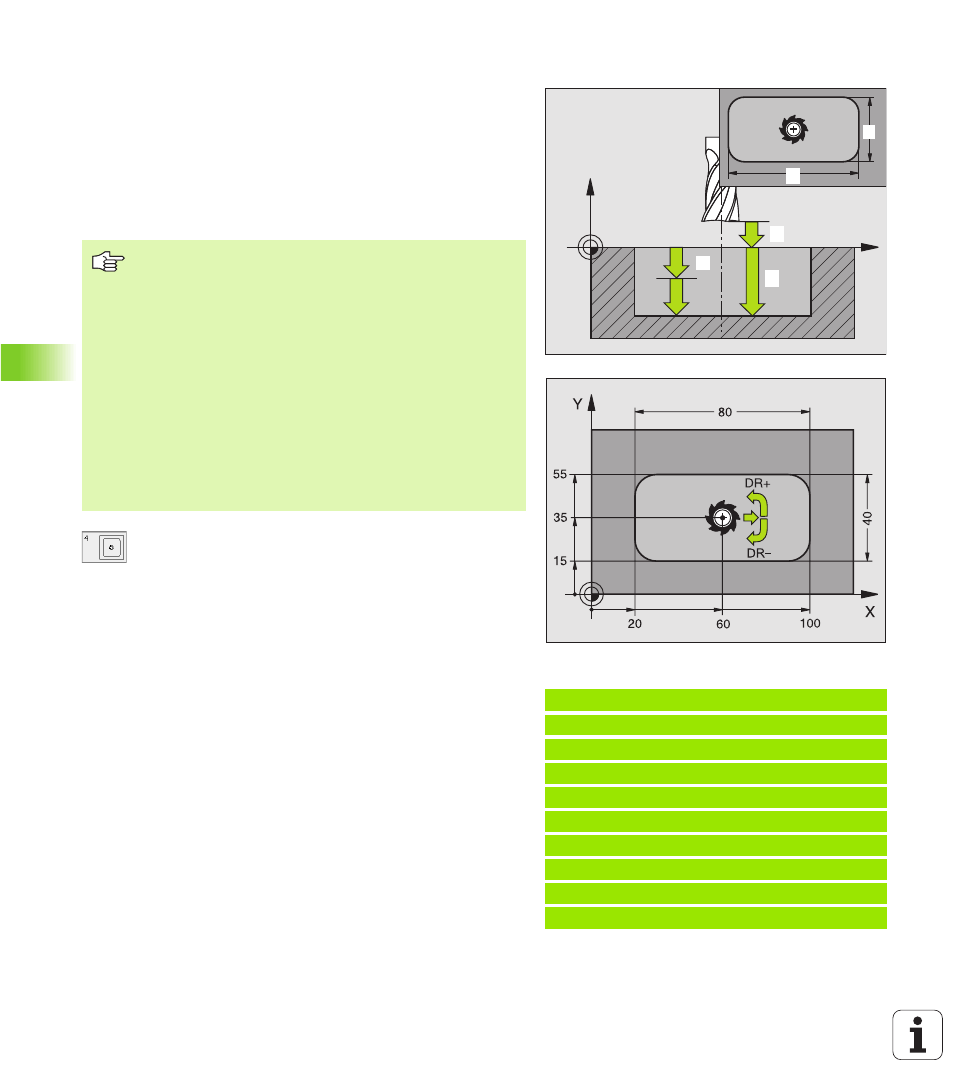
FRÉZOVÁNÍ KAPES (cyklus 4)
1 Nástroj se ve výchoz poloze (střed kapsy) zap ch ne do obrobku
a naj žd na prvn hloubku záběru
2
Dále nástroj přej žd nejprve v kladném směru del š strany – u
čtvercových kapes v kladném směru Y – a hrubuje kapsu směrem
zevn itř ven
3
Tento postup (1 až 2) se opakuje, doku d se nedosáhn e určené
hlou bky
4
Na konci cyklu se nástroj vrát do výchoz polohy
U
U
U
U
Bezpečnostn vzdálenost
1
(inkrementálně ):
vzdálenost hrot nástroje (výchoz pozice) – povrch
obrobku
U
U
U
U
Hloubka (inkremen táln ě): vzdálenost povrch
obrobku – dn o kapsy
U
U
U
U
Hloubka záběru
3
(inkrementálně ): velikost
jednotlivého zábě ru nástroje. TNC najede na
hlou bku v jediné operaci, jestliže:
n
hloubka př suvu a kone čná hloubka jsou stejné
n
hloubka př suvu je větš než konečná hloubka
U
U
U
U
Posuv př suvu do hloubky: poje zdová rych lost
nástroje při zapichován
U
U
U
U
1. délka strany
4
: dé lka kapsy rovnoběžn ě s h lavn
osou roviny obráběn
U
U
U
U
2. délka strany
5
: š řka kapsy
U
U
U
U
Posuv F : rychlost poj žděn nástroje v rovině obráběn
Př klad: NC bloky
11 L Z+100 R 0 F MAX
12 CYCL DEF 4.0 FR EZOVANI K APSY
13 CYCL DEF 4.1 VZDAL. 2
14 CYCL DEF 4.2 HL OUB KA 10
15 CYCL DEF 4.3 PRI SUV 4 F80
16 CYCL DEF 4.4 X80
17 CYCL DEF 4.5 Y40
18 CYCL DEF 4.6 F100 DR + R ADIUS 10
19 L X+ 60 Y+35 F MAX M3
20 L Z+2 F MAX M99
X
Z
1
1
1
2
13
14
1
5
Než začnete programovat
Cyklus vyžaduje frézu s če ln mi zuby (DIN 844) nebo
předvrtán ve středu kapsy.
Najet na střed kapsy s korekc radiu R 0.
Pozičn blok naprogramujte do počátečn h o bodu v ose
vřetene (bezpe čn ostn vzdál enost od povrch em
obrobku ).
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.
Pro 2. délku strany plat následuj c podm nka: 2. délka
strany j e větš než [(2 x polomě r zaoblen ) + bočn př suv
k].