3 př davné fu nkce pro zadán souřadnic – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 204
178
7 Programován : Př davné fu nkce
7
.3
P
ř
d
a
v
né
f
unk
c
e
p
ro
z
a
d
á
n
s
o
u
řa
d
ni
c
7.3 Př davné funkce pro zadán
souřadnic
Programován souřadnic vztažených ke stroji:
M91/M92
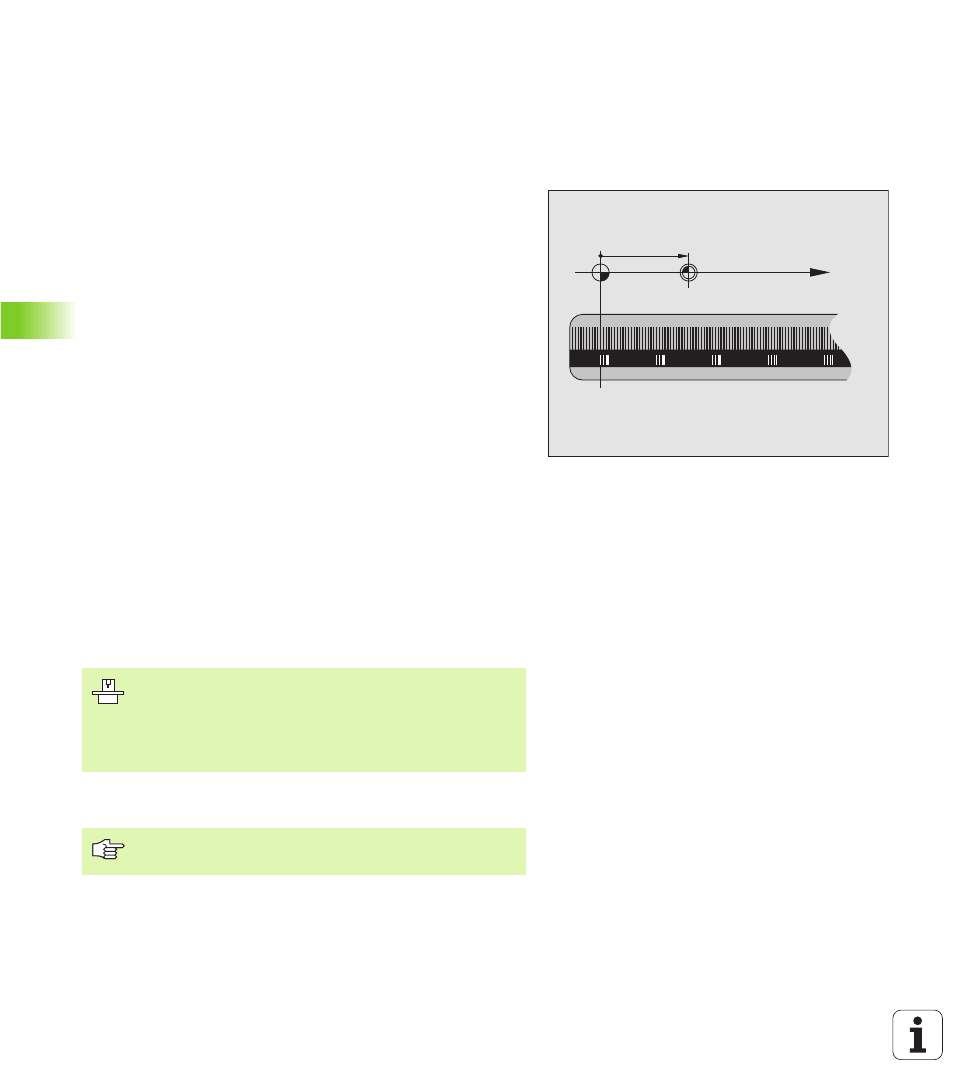
Nulový bod měř tka
Poloha nu lového bodu na měř tku je dána referenčn značkou.
Nulový bod stroje
Nu lový bod stroje se použ vá pro
n
nastaven omezen pojezdovéh o rozsahu (softwarové koncové
sp nače)
n
naje t na pevnou pozici na stroji (např. poloha pro výmě nu
nástroje )
n
nastaven vztažného bodu na obrobku
Výrobce stroje zadává pomoc určitého strojn ho parametru pro
každou osu vzdále nost nulové ho bodu stroje od n ulovéh o bodu
měř tka.
Standardn chován
TNC vztah uje souřadnice k nulovému bodu obrobku , viz „Nastaven
vztažné ho bodu (bez 3D sn mac sondy)”, str. 22.
Chován při M91 – nulový bod stroje
Poku d se souřadnice v pozičn ch bloc ch maj vztahovat k nulovému
bodu stroje, je třeba v tě ch to bloc ch zadat M91.
TNC zobrazuje hodnoty souřadn ic vztažené k nulové mu bodu stroje .
Ve stavové m zobrazen přepn ěte zobrazen sou řadni c na REF, viz
„Zobrazen stavu”, str. 9.
Chován s M92 – vztažný bod stroje
Maj li se souřadni ce v pozičn ch bloc ch vztah ovat ke vztažn ému
bodu stroje, je třeba v tě ch to bloc ch zadat M92.
Platnost
M91 a M92 plat pouze v těch programových bloc ch, ve kterých j e
M91 ne bo M92 naprogramována.
M91 a M92 plat od začátku bloku .
X (Z,Y)
X
MP
Kromě nulového bodu stroje může výrobce stroje definovat
dalš pevnou polohu na stroji (vztažný bod stroje).
Výrobce stroje definuje pro každou osu vzdálenost
vztažného bodu stroje od nulového bodu stroje (viz návod
ke stroji).
TNC provád správně korekci radiu i při M91 a M92. Dé lka
nástroje se však nebere v úvah u.