Ř ádkování (cyklus 230) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 338
312
8 Programován : Cykly
8
.7
C
y
k
ly
p
ro
p
loš
n
é
f
ré
z
ov
á
n
(
řá
d
k
ov
á
n
)
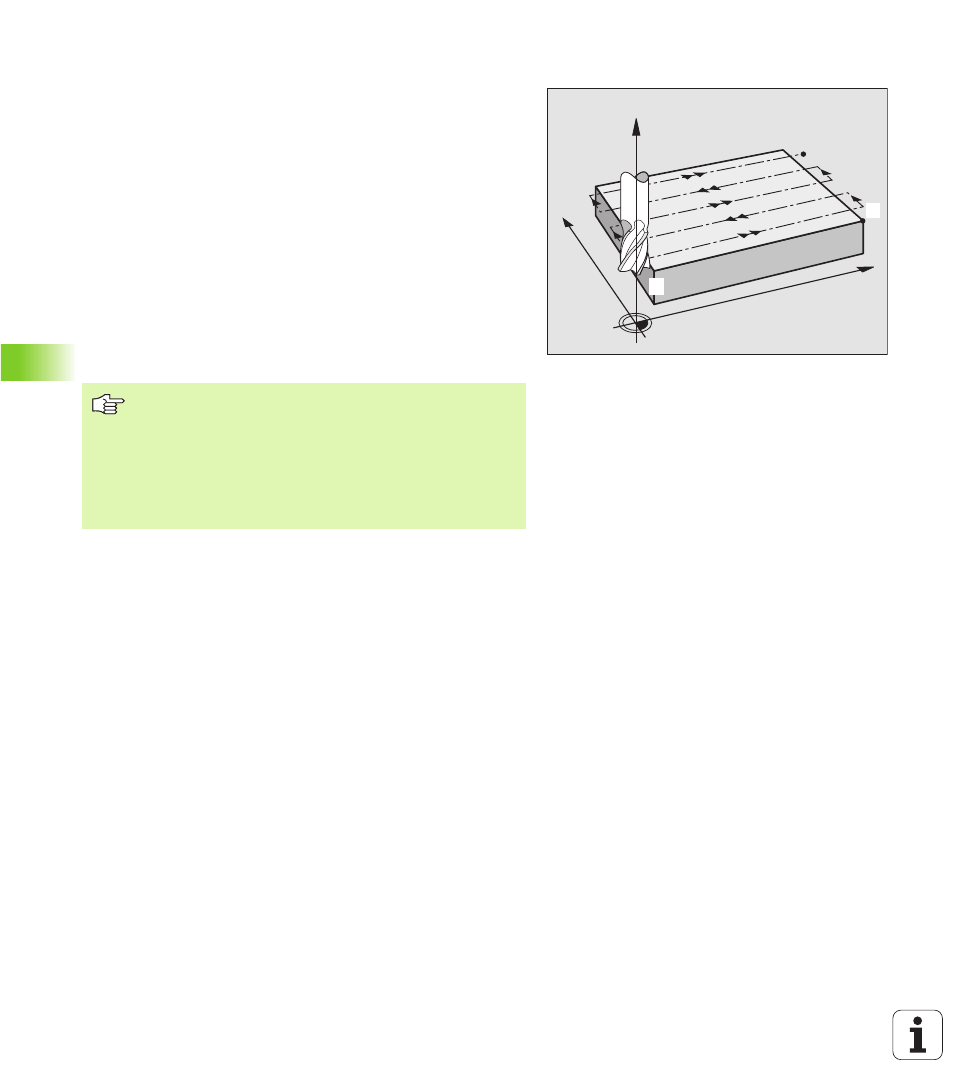
ŘÁDKOVÁNÍ (cyklus 230)
1 TNC navede nástroj rychl oposuve m F MAX z aktuáln pozice v
rovině obráběn na výchoz bod
1
; sou časně provede odsazen
nástroje o jeho radius směrem dol eva a nahoru
2
Potom nástroj rychloposuvem FMAX v ose vřeten e odj ede na
bezpečnostn vzdálenost a následně posuve m pro hloubkový
př suv na naprogramovanou výchoz polohu v ose vřeten e
3
Dále nástroj přej žd naprogramovaným posuvem pro frézován
na koncový bod
2
, který si T NC vypočte z n aprogramovan ých
hodnot výchoz h o bodu, dé lky a radiu nástroje
4
TNC př čně přesad nástroj posuvem pro frézován n a výchoz
bod dal š ho řádku; toto přesazen T NC vypočte z
naprogramované š řky a počtu řezů
5
Potom nástroj přej žd v záporném směru 1. osy zpět
6
Řádkován se opakuje až do ú plného obrobe n zadan é ploch y
7
Na konci odvede T NC nástroj rychloposu vem FMAX zpět na
bezpečnostn vzdálenost
X
Y
Z
1
1
1
2
Než začnete programovat
Nastaven polohy n ástroje z aktuáln pozice se provede
nejdř ve v rovině obrábě n a poté násl eduje n ajet osy
vřetene na počátečn bod.
Nastaven pozice nástroje mus být provede no tak, aby
nemoh la nastat kolize s obrobkem ani s up nac mi
prostředky.