HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 220
194
7 Programován : Př davné fu nkce
7
.5
P
ř
d
a
v
n
é
f
u
n
k
c
e
p
ro
o
s
y
o
tá
č
e
n
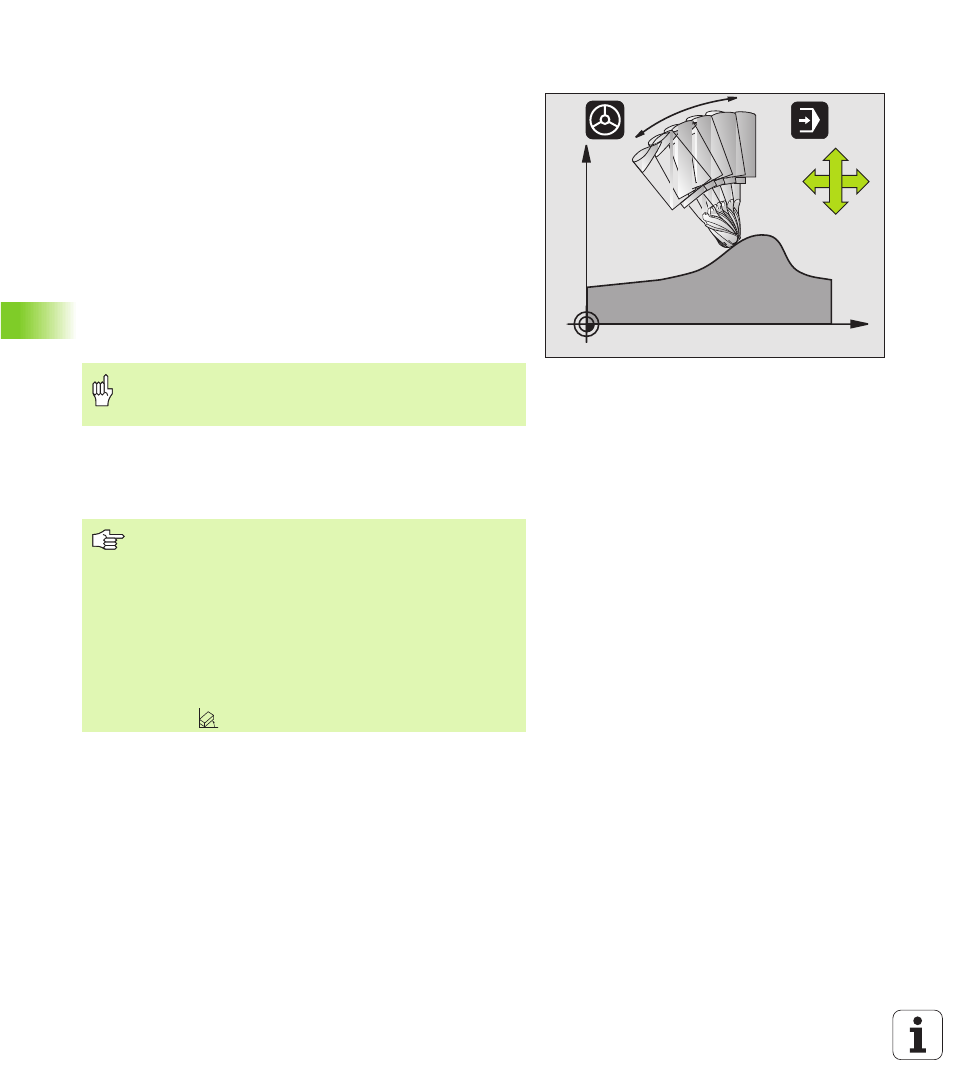
Zachován polohy hrotu nástroje při nastaven
osy naklápěn pomoc (TCPM*): M128
Standardn proveden
TNC naj žd nástrojem n a polohy definovan é v programu obráběn .
Změn li se v programu poloha osy naklápěn , mus se v lineárn ch
osách vypoč tat výsledné přesazen , na něž se n ajede polohovac m
blokem (viz obrázek u M114).
Proveden s M128
Změn li se v programu pol oha n ěkteré ř zené osy naklápěn , zůstan e
běhe m n aklápěn poloha h rotu nástroje vůči obrobku nezměněn a.
Chcete li za běhu programu manuáln ě měnit polohu osy nakl ápěn
pomoc rotačn ho ovladače, použijte funkce M128 ve spojen s
M118. Superponovan á úprava polohy rotačn m ovladačem se při
zapnu t funkce M128 u skutečn v pevné m stroj n m souřadn ém
systému.
Za M128 lze zadat ještě rych lost posuvu, kterou se provedou
kompenzačn pohyby v line árn ch osách. Nezadáte li žádný posuv
nebo zadáte posuv větš než hodn ota definovaná ve stroj n m
parametru 7471, bude platit posuv ze strojn h o parametru 7471.
M128 u naklápěc ch stolů
Zadán m pohybu n aklápěc ho stolu při zapnut M128 se provede
př slušné natoče n souřadné soustavy. Natoč te l i např. osu C o 90°
(úpravou polohy ne bo posu nut m nulového bodu ) a pak
naprogramu jete poh yb v ose X, prove de se pohyb ve strojn ose Y.
TNC rovněž transformuje vztažný bod, který se pohybem otočného
stol u pře sune .
M128 u trojrozměrné korekce nástroje
Provedete li při aktivn M128 a aktivn korekci radiu RL/RR
trojrozměrn ou korekci nástroje , u prav TNC při určité geometrii
stroje automaticky polohu os otáčen (Peripheral Mill ing,
viz
„Trojrozměrn á korekce nástroje”, str. 114).
X
Z
B
Z
X
U os otáčen s Hirthovým ozuben m: změn u polohu osy
otáčen provádějte pouze po vyjet nástroje . Jinak by při
vyj ždě n z ozuben mohlo doj t k naru šen obrysu.
Před nájezde m na polohu pomoc M91 nebo M92 a před
TOOL CALL: vypněte M128.
Aby se zabránilo poškozen obrysu, sm se s M128
použ vat pouze kulová fréza.
Dé lka n ástroje se mu s vztahovat ke středu koule kulové
frézy.
TNC neprovede naklopen aktivn korekce radiu nástroje.
T m vzniká chyba závislá na úhlové poloze osy otáčen .
Při zapn uté fun kci M128 se ve stavovém zobrazen objev
symbol
.