HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 164
138
6 Programován obrysů
6
.3
N
a
je
t
a
o
d
c
h
o
d
z
o
b
rysu
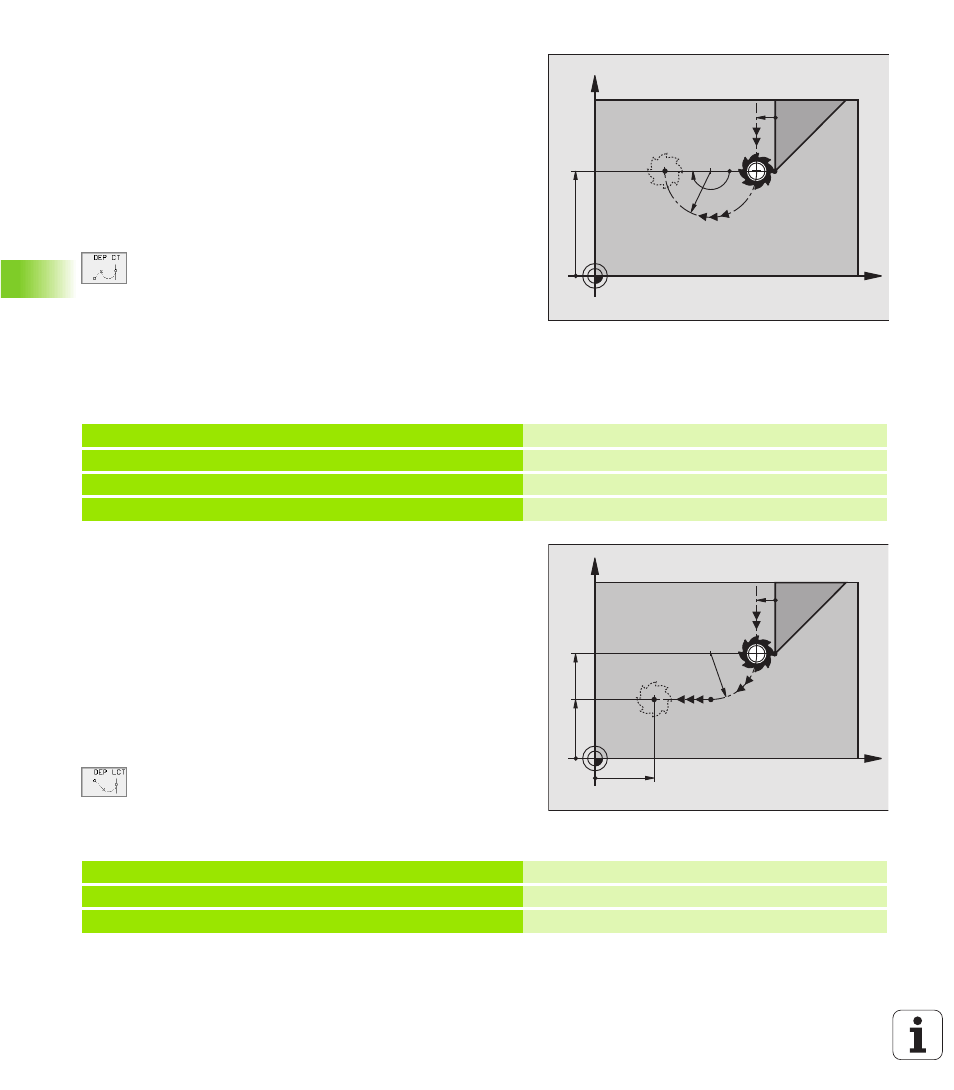
Odjet po kruhové dráze s tangenciáln m
napojen m: DEP CT
TNC vede nástroj po kruhové dráze od posledn ho bodu obrysu P
E
ke
koncovému bodu P
N
.
Kruhová dráha je tange nciálně napojena na posledn prvek obrysu .
U
U
U
U
Posledn prvek obrysu se zadá pomoc koncového bodu P
E
a
korekce radiu
U
U
U
U
Zahajte dialog tlač tkem APPR/DEP a kon textovou klávesou
DEP CT :
U
U
U
U
Středový úhel CCA kruhové dráh y
U
U
U
U
Radiu s R kruhové dráhy
n
Nástroj má vyje t od obrobku na straně defin ované
korekc radiu : zadejte kladn ou hodnotu R
n
Nástroj má vyjet od obrobku ke straně protilehlé
straně defin ované korekc radiu: zadejte zápornou
h odnotu R
Př klad NC bloků
Vyjet po kruhové dráze s tangenciáln m
napojen m na obrys a př mý úsek: DEP LCT
TNC vede nástroj po kruhové dráze z posledn ho bodu obrysu P
E
na
pomocn ý bod P
H
. Odtud pokračuj e po př mce do koncové ho bodu
P
N
. Posledn prvek obrysu a př mka P
H
– P
N
maj tangenciáln
pře chodnice do kru hové dráhy. Kruhová dráh a je tedy jedn označně
určena radiem R.
U
U
U
U
Posledn prvek obrysu se zadá pomoc koncového bodu P
E
a
korekce radiu
U
U
U
U
Zahajte dialog tlač tkem APPR/DEP a kon textovou klávesouDEP
LCT :
U
U
U
U
Zadejte souřadnice koncové ho bodu P
N
U
U
U
U
Poloměr R kruhové dráhy. Zadejte kladnou hodnotu
R
Př klad NC bloků
X
Y
20
P
N
R0
P
E
RR
R
8
180°
RR
23 L Y+20 R R F100
Posledn prvek obrysu: P
E
s korekc radiu
24 DEP CT CCA 180 R +8 F 100
Středový ú hel = 180°,
radiu s kruh ové dráhy = 8 mm
25 L Z+100 F MAXM2
Vyjet v ose Z, skok na začátek, kon ec programu
X
Y
20
P
N
R0
P
E
RR
RR
12
10
R
8
P
H
R0
23 L Y+20 R R F100
Posledn prvek obrysu: P
E
s korekc radiu
24 DEP LCT X+10 Y+12 R+8 F100
Souřadnice P
N
, radius kruhové dráhy = 8 mm
25 L Z+100 F MAXM2
Vyjet v ose Z, skok na začátek, kon ec programu