4 trojrozmě rná korekce nástroje, Úvod – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 140
114
5 Programován : Nástroje
5
.4
T
roj
ro
z
m
ě
rn
á
k
or
e
k
c
e
n
á
s
tr
oj
e
5.4 Trojrozměrná korekce
nástroje
Úvod
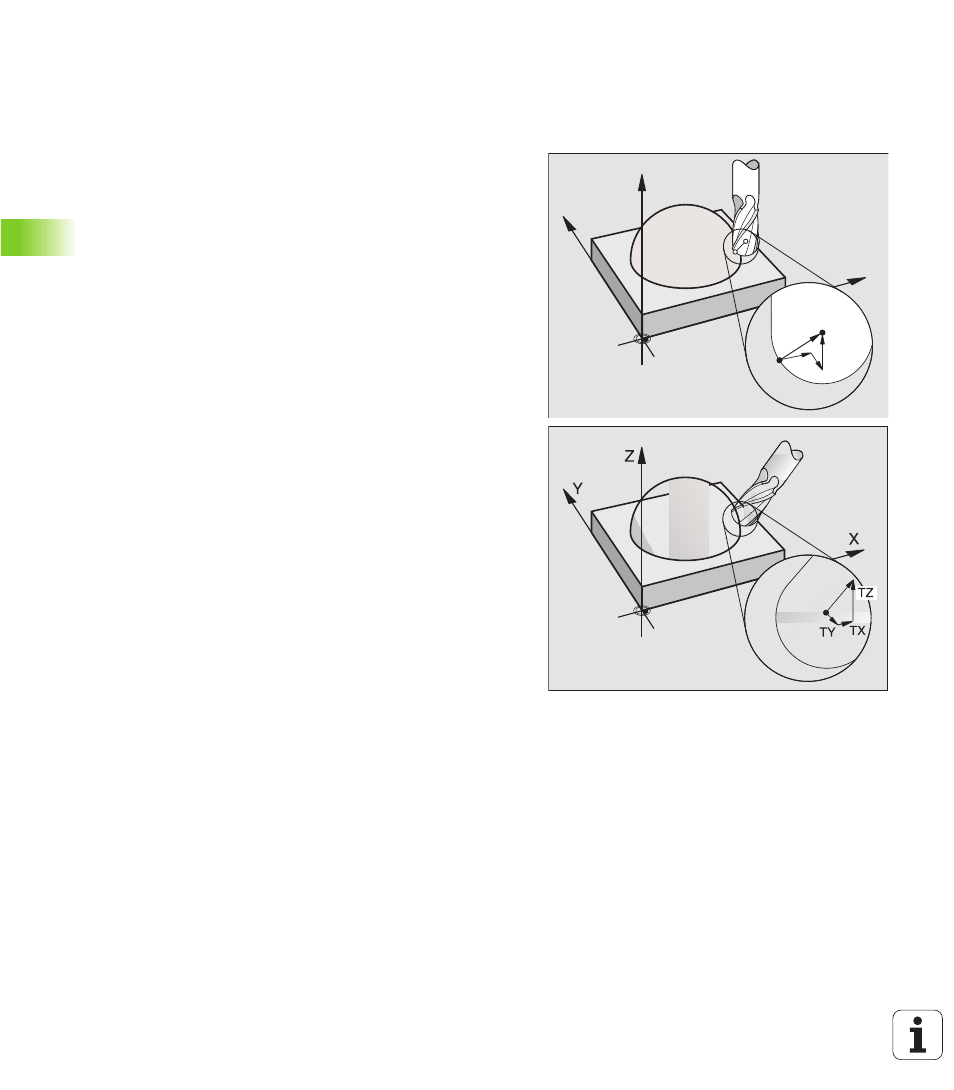
TNC může provádět trojrozměrnou korekci nástroje (3D korekce) u
př mkových bloků. Kromě souřadnic X,Y a Z koncové ho bodu př mky,
mus tyto bl oky obsahovat rovněž složky NX, NY a NZ plošné ho nor
málového vektoru (viz obrázek vpravo dole).
Chcete li nav c provést orientaci nástroje nebo trojrozměrnou korek
turu radiu, je n utné doplnit tyto bloky o normovaný vektor o souřad
nic ch TX, TY a TZ, kte rý urču je orientaci nástroje (viz obrázek vpravo
uprostřed).
Koncový bod př mky a složky normálového vektoru k ploše pro orien
taci nástroje mus být vypočteny v CADu .
Možnosti použit
n
Použit nástrojů o rozměrech, které nesouhlas s rozměry vypo
čtenými v CADu (3D korekce bez defin ice orien tace nástroje)
n
Rovinné frézován : korekce geome trie frézy ve směru normály k
ploše (3D korekce be z defini ce a s definic orientace nástroje).
Obráběn se provád primárně čeln ploch ou nástroje
n
Frézován obvodem frézy: Korekce radiu frézy kolmo ke smě ru
pohybu a kolmo ke směru nástroje (3D kore kce radiu s definic ori
en tace nástroje). Obráběn se provád primárně čeln plochou
nástroje
Z
Y
X
P
T
NZ
P
NX
NY