3 korekce n ástroje, Úvod, Dé lková korekce nástroje – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 136
110
5 Programován : Nástroje
5
.3
K
o
re
k
c
e
n
á
s
tro
je
5.3 Korekce nástroje
Úvod
TNC korigu je dráhu nástroje o korekčn hodnotu pro dél ku nástroje v
ose vřeten e a o radius nástroje v rovin ě obráběn .
Poku d vytvář te program obráběn př mo na TNC, plat korekce radiu
nástroje pouze v rovině obráběn . TNC přitom bere v úvahu až pět os
včetně os rotačn ch.
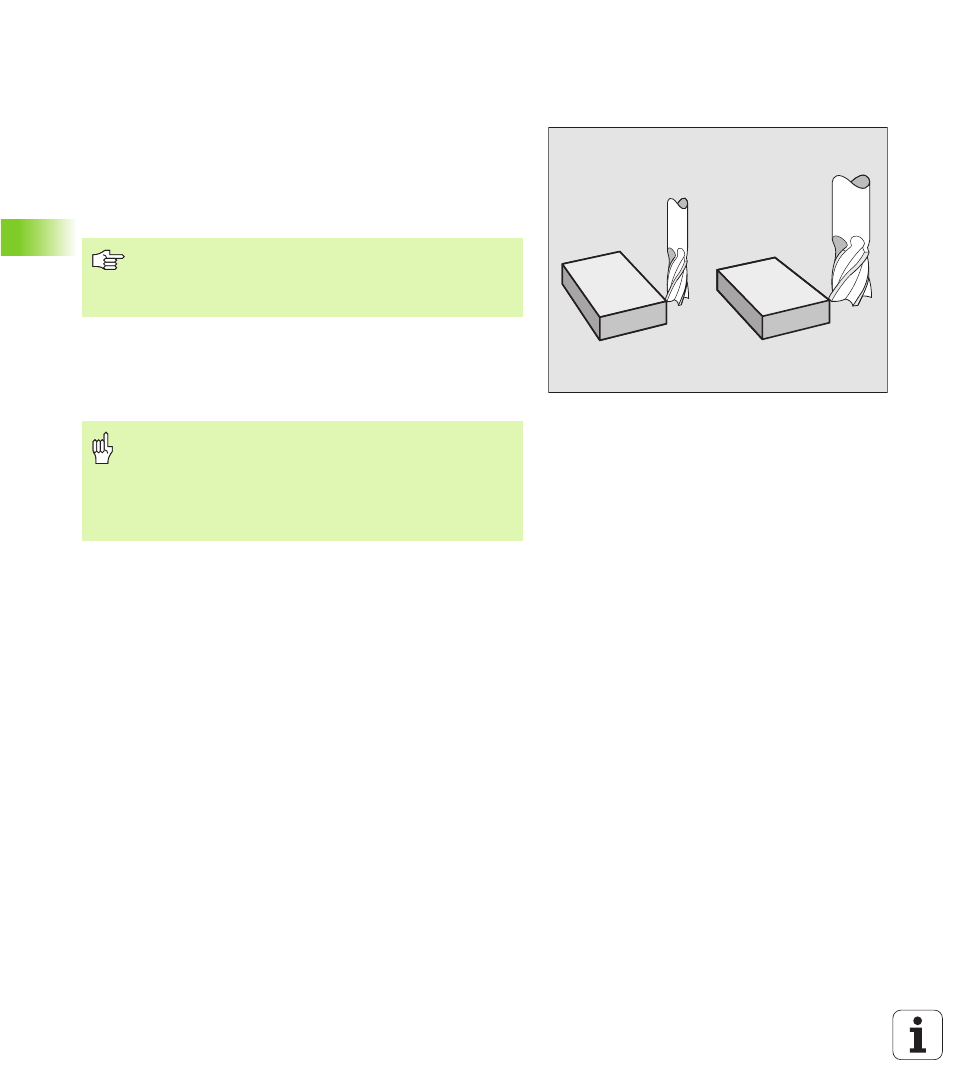
Délková korekce nástroje
Korekce nástroje na délku plat v okamžiku volán nástroje a poje zdu
v ose vřetene. Ruš se volán m n ástroje s délkou L=0.
Při délkové korekci se berou v úvahu jak delta hodn oty z bloku TOOL
CALL, tak i z tabulky nástrojů.
Korekčn h odnota = L + DL
TOO L
+ DL
T AB
kde
Je stliže CAD systém generuje programové bloky s vek
tory normál k ploše , dokáže ZNC provést trojrozmě rnou
korekci nástroje viz „Troj rozměrná korekce nástroje”,
str. 114.
Je stliže klávesou VOLÁNÍ NÁSTRO JE 0 zruš te kladnou
délkovou korekci, zmenš se vzdálenost nástroje od
obrobku.
Po volán nástroje př kazem VOLÁNÍ NÁSTROJE se
změn naprogramovaná dráha n ástroj e v ose vřetene o
délkový rozd l mezi starým a novým nástrojem.
L:Délka nástroje L vyp. TO OL DEF Tabu lka sad
nebo nástrojů
DL
TOO L C ALL
:Př dave k DL na délku z bloku TOOL CALL(nen
zohle dněn v údaji o pol oze)
DL
TA B
:Př dave k DL na délku z tabulky nástroj ů