Použit j iných n ástroj ů: hodn oty delta, 3d korekce be z orie ntace nástroje – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 142
116
5 Programován : Nástroje
5
.4
T
roj
ro
z
m
ě
rn
á
k
or
e
k
c
e
n
á
s
tr
oj
e
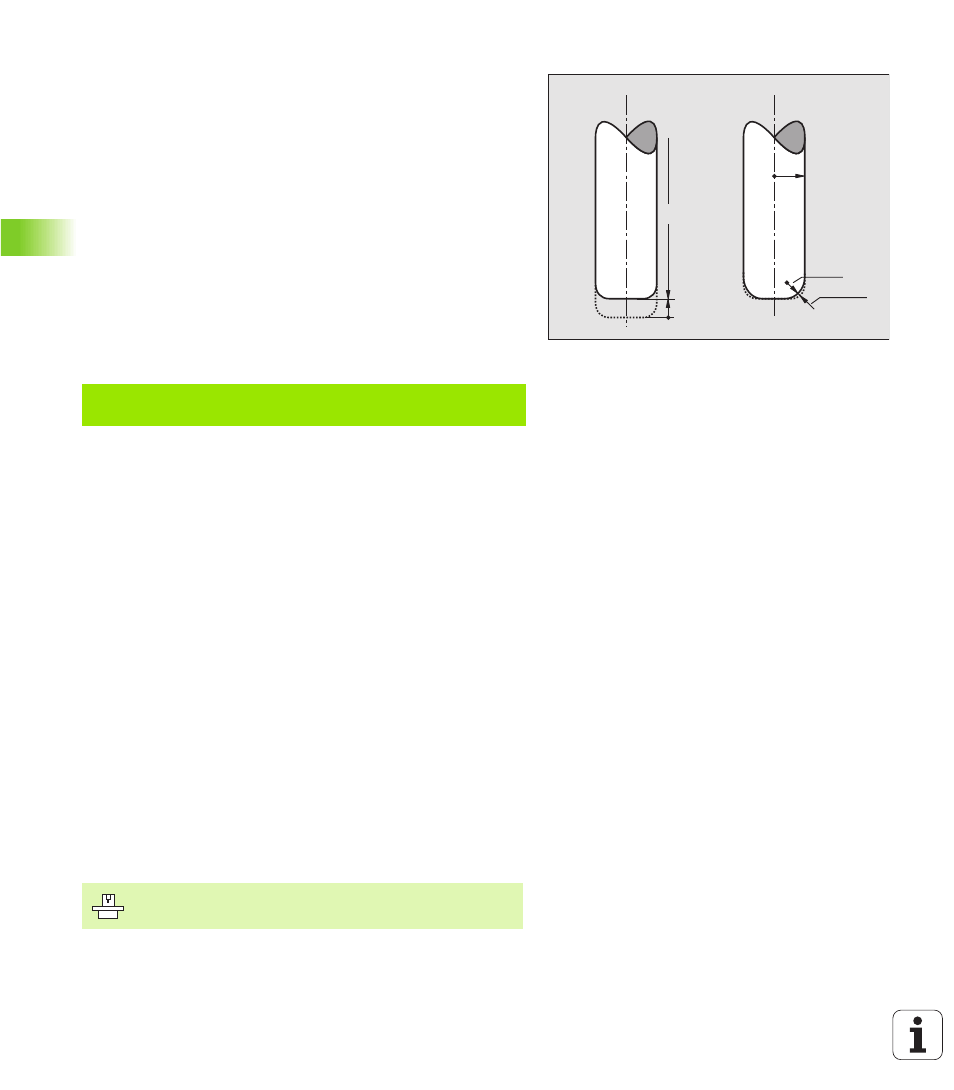
Použit jiných nástrojů: hodnoty delta
Při použit nástrojů o rozměrech odli šných od původn ch nástrojů se
rozd ly v dé lkách a radi ch u lož do tabu lky nástrojů jako h odnoty
delta ne bo se zadaj do volán nástroje TO OL CALL:
n
Kladná hodnota de lta DL, DR, DR2: rozměry nástroje jsou vě tš
ne ž u pů vodn ho nástroje (př davek)
n
Záporná hodnota del ta DL, DR, DR2: rpzměry nástroje jsou menš
ne ž u pů vodn ho nástroje (záporný př davek)
TNC provede polohovou kore kci nástroje o součet hodnot delta z
tabulky nástrojů a volán nástroje.
3D korekce bez orientace nástroje
TNC posune nástroj ve směru normál y k ploše o součet hodnot del ta
(tabul ka nástroj ů plus TOOL CALL).
Př klad: formát bloku s normálami k ploše
Rychl ost posu vu F a př davnou fun kci M můžete zadávat a mě nit v
provozn m režimuzadán /editace programu.
Souřadnice koncového bodu př mky a složky plošných normál jsou
dány z CADu.
Plošné frézován : korekce s orientac nástroje
a bez
TNC posune nástroj ve směru normál y k ploše o součet hodnot del ta
(tabul ka nástroj ů plus TOOL CALL).
Při aktivaci M128 (viz „Zachován polohy hrotu nástroje při n astaven
osy naklápě n pomoc (TCPM*): M128”, str. 194) je nástroj držen v
poloze kolmé k obrysu obrobku, jetliže v LN bloku nen stanovena
žádná orientace n ástroje.
Je li v LN bloku de fi nována orientace nástroje , nastav T NC osy
otáčen stroje automaticky tak, aby se nástroj dostal do tadan é ori
entace.
DL>0
L
R
DR2>0
R2
1 LN X+31.737 Y+21,954 Z+33,165
NX+0,2637581 NY+0,0078922 NZ 0,8764339 F1000 M 3
LN:Př mka s 3D korekc
X, Y, Z:Korigované souřadnice koncového bodu př mky
NX, NY, NZ:Složky normál k ploše
F:Posuv
M:Př davná fun kce
TNC nemůže automaticky nastavovat osy otáčen u
všech strojů. Ři te se dle návodu ke stroji.