HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 296
270
8 Programován : Cykly
8
.4
C
y
k
ly
fr
éz
o
v
á
n
k
a
p
e
s,
č
ep
ů
a
d
rá
ž
ek
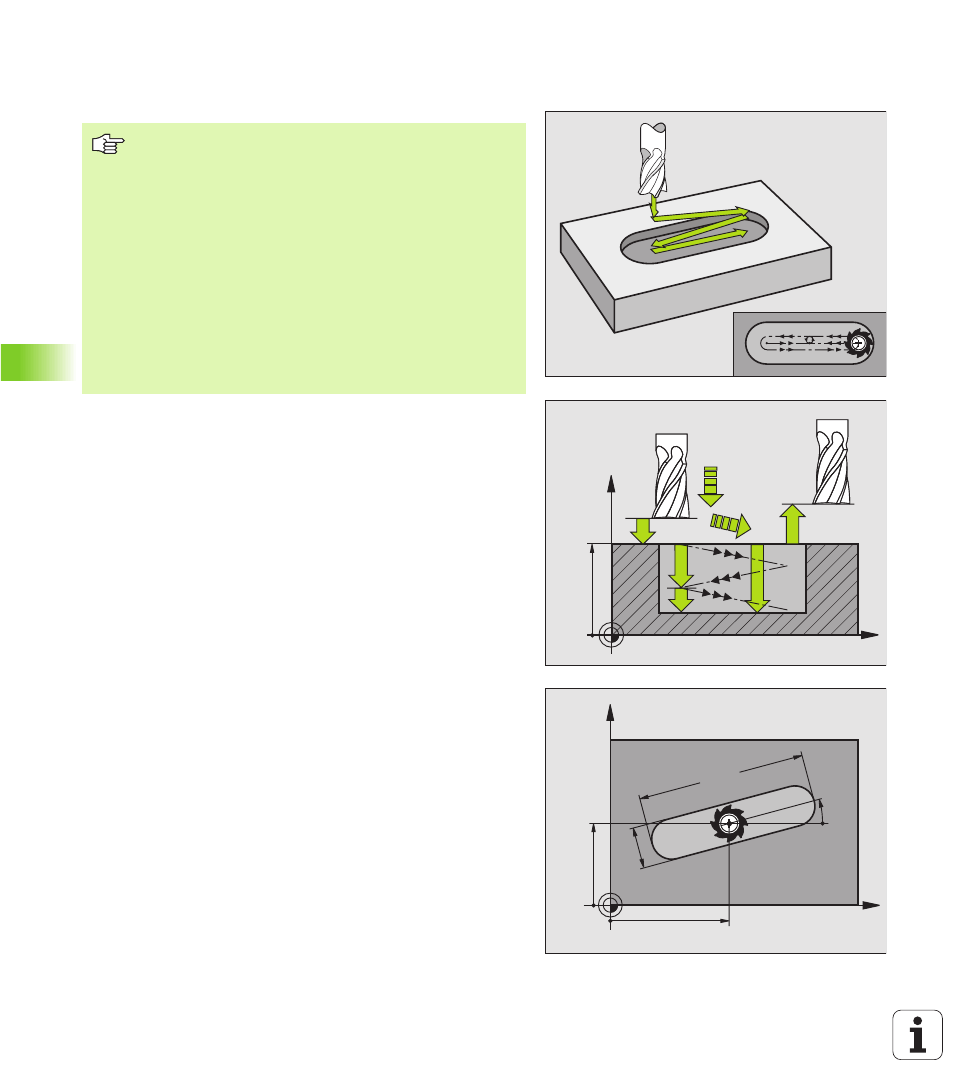
DRÁŞKA (podélná d ra) s kyvným vnořen m
(cyklus 210)
Hrubován
1 TNC navede nástroj v ose vřetene rychloposu vem na 2.
bezpečnostn vzdálenost a poté na střed levého kruhové ho
oblouku; odtu d je nástroj navede n na be zpečnostn vzdálenost
nad povrchem obrobku
2
Nástroj n ajede posuvem pro frézován na povrch obrobku; odtud
poj žd fréza v podé lném směru drážky – přičemž se šikmo
zanořuje do materiálu – ke středu pravéh o kruhového oblouku
3
Dále nástroj pokračuje opět se šikmým zanořován m zpět do
středu l evého kruhovéh o oblouku; tyto kroky se opakuj , dokud
se nedosáhne naprogramované hloubky frézován
4
Na hloubce frézován přej žd TNC nástroje m rovinn ým
frézován m na druhý konec drážky a potom opět do středu drážky
Dohotoven
5
Ze středu drážky nave de TNC nástroj tangenciáln ě na konečný
obrys; tento obrys pak T NC sousledně dokonč (při M3) podle
zadán i v ně kolika př suvech
6
Na konci obrysu odjede nástroj – tangenciálně od obrysu – do
středu drážky
7
Nakonec se nástroj rychloposuvem FMAX vrát na bezpečnostn
vzdálenost a – podl e zadán – na 2. bezpečnostn vzdálenost
X
Z
Q200
Q201
Q207
Q202
Q203
Q204
X
Y
Q
2
1
9
Q21
8
Q217
Q216
Q224
Než začnete programovat
TNC automaticky nastav pozici nástroje v ose n ástroje a
v rovině obráběn .
Při hrubován se nástroj zanořuje do materiálu kyvně od
jednoho kon ce drážky k dru hému. Předvrtán proto nen
nutné.
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.
Průměr frézy nevol te větš než š řka drážky a menš než
třetina š řky drážky.
Průměr fré zy vol te menš než polovina dé lky drážky; jinak
TNC ne mů že provést kyvné zanořen .