Hluboké vrt ání (cyklus 1) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 237
HEIDENHAIN TNC 426, TNC 430
211
8
.3
C
y
k
ly
v
rt
á
n
,
v
rt
á
n
z
á
v
it
ů
a
f
ré
z
o
v
á
n
z
á
v
it
ů
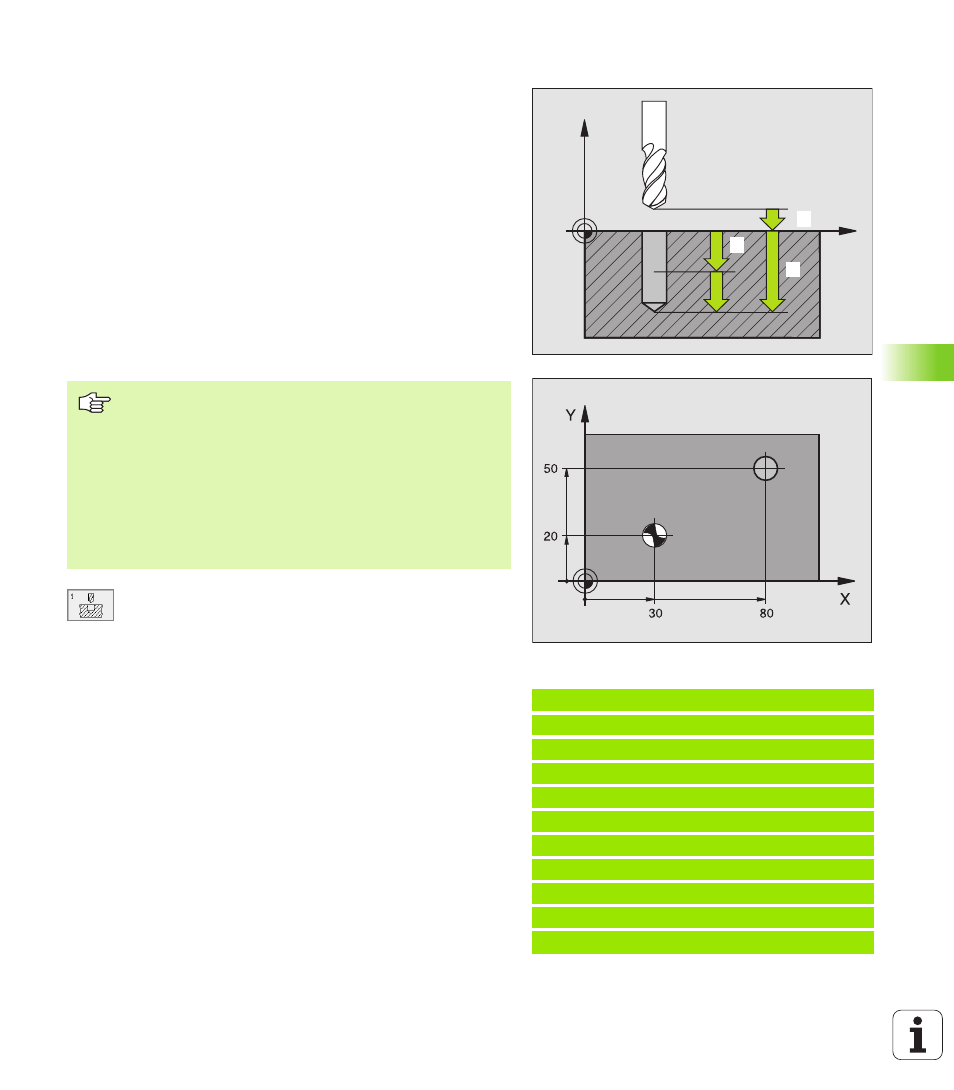
HLUBOKÉ VRTÁNÍ (cyklus 1)
1
Nástroj vrtá zadaným posuvem F z aktu áln polohy až do prvn
h loubky záběru
2
Poté nástroj vyjede rychloposuvem FMAX n a prvn hlou bku
př suvu zme nšen ou o představnou vzdálenost
3
Ř dic jednotka si tu to pře dstavnou vzdálenost zji št’uje
samočinně:
n
hloubka vrtán do 30 mm: t = 0,6 mm
n
hloubka vrtán nad 30 mm: t = hloubka vrtán /50
n
maximáln představná vzdálen ost: 7 mm
4
Nato se provede vrtán zadaným posuvem F o dalš hloubku
záběru
5
Uvede ný postup (1 až 4) se opaku je až do dosažen zadané
h loubky vrtán
6
Po dosažen dna d ry se n ástroj po uplynut prodlevy pro uvoln ěn
z řezu vytáhne rych lost FMAX na výchoz pozici
U
U
U
U
Bezpečnostn vzdálenost
1
(i nkrementálně):
vzdálen ost h rotu nástroje (počátečn poloha) –
povrch obrobku
U
U
U
U
Hloubka
2
(inkrementálně): vzdálenost povrch
obrobku – dno d ry (hrot ku žele vrtáku)
U
U
U
U
Hloubka záběru
3
(i nkrementálně): dráha, o kterou
se nástroj pokaždé přisu ne. Hloubka d ry nemus být
n ásobkem hloubky zábě ru. TNC může najet na
h loubku d ry v jediné operaci, jestliže:
n
hloubka zábě ru je rovna cel kové hlou bce
n
hloubka zábě ru je větš n ež celková hl oubka
U
U
U
U
Čas ová prodleva v sekundách: doba, po kterou
n ástroj setrvá na dně d ry, aby došlo k uvolněn z řezu
U
U
U
U
Posuv F: poje zdová rychlost nástroje při vrtán v mm/
min
Př klad: NC bloky
5 L Z+ 100 R0 FMA X
6 CYCL DEF 1.0 HL UB OKÉ VRTÁNÍ
7 CYCL DEF 1.1 VZDÁL . 2
8 CYCL DEF 1.2 HL OUB K 15
9 CYCL DEF 1.3 PR ISUV 7.5
10 CYCL DEF 1.4 PRO DLV 1
11 CYCL DEF 1.5 F 80
12 L X +30 Y+20 FMAX M 3
13 L Z+2 FM AX M99
14 L X +80 Y+50 FMAX M 99
15 L Z+100 FM AX M 2
X
Z
11
2
3
Než začnete programovat
Pozičn blok n aprogramujte na počátečn bod (střed d ry)
rovin y obrábě n s korekc radiu R0.
Pozičn bl ok naprogramujte do počátečn ho bodu ose
vřetene (bezpečnostn vzdálenost nad povrchem
obrobku).
Znaménko parametru cyklu hloubka definuje směr
obráběn . Naprogramuje te li hloubku = 0, cyklus se
neprovede .