Univerzální vrt ání (cyklus 203) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 244
218
8 Programován : Cykly
8
.3
C
y
k
ly
v
rt
á
n
,
v
rt
á
n
z
á
v
it
ů
a
f
ré
z
o
v
á
n
z
á
v
it
ů
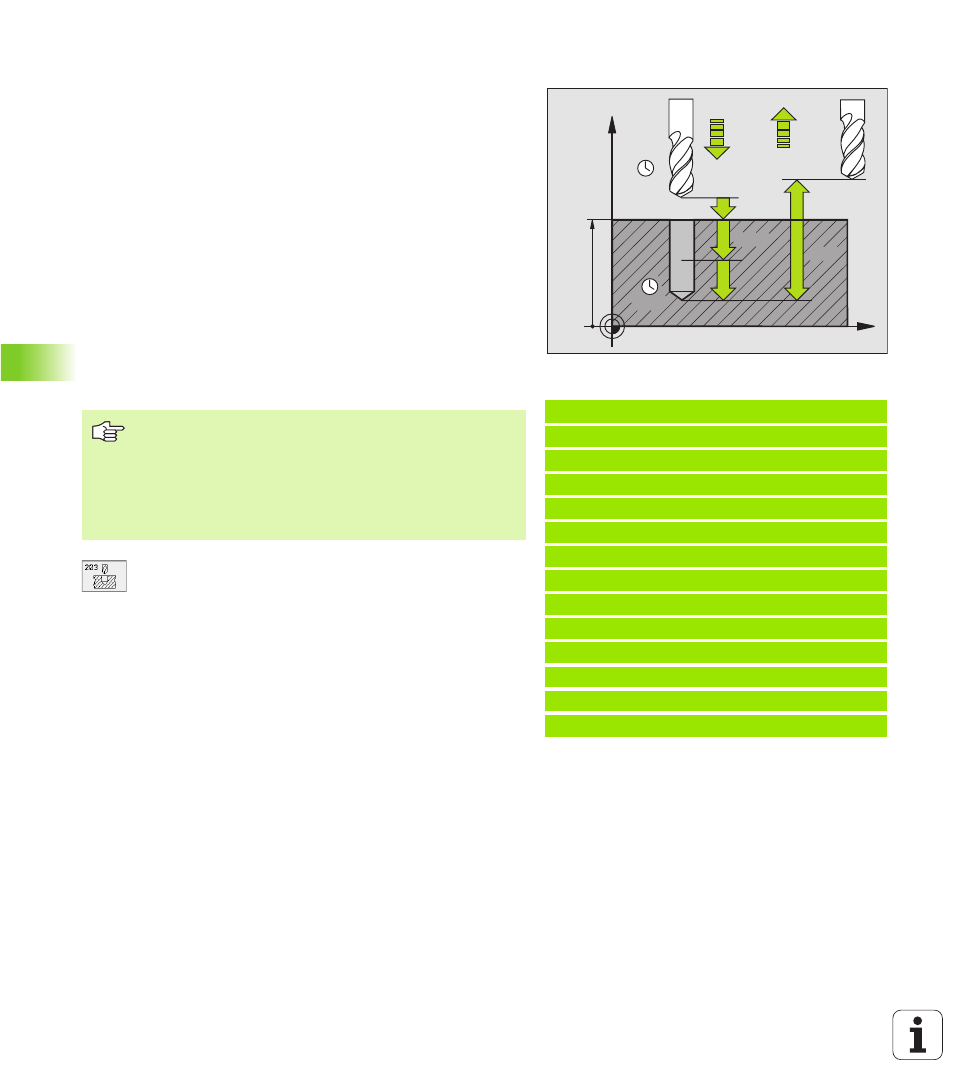
UNIVERZÁLNÍ VRTÁNÍ (cyklus 203)
1 TNC navede nástroj rychl oposuve m F MAX v ose vřetene na
zadan ou bezpečnostn vzdálen ost od povrchu obrobku
2
Nástroj vrtá zadaným posu vem F až do prvn h loubky př suvu
3
Je li zadáno pře rušen tř sky, odjede T NC nástrojem zpět o
zadan ou hodnotu n ávratu. Pracujete li bez přerušen tř sky,
vytáh ne TNC nástroj posuvem pro vyj žděn na bezpe čnostn
vzdálenost, tam setrvá – a podle zadán – násl edně může najet
rychloposuvem na be zpečnostn vzdálenost nad prvn hloubku
záběru
4
Potom nástroj provede vrtán s posu vem o dal š hloubku záběru.
Hloubka záběru se s každým př suvem zmenšuje o redukčn
hodnotu – podle zadán
5
TNC opakuje uve dený postup (2 4), doku d nedosáh ne hlou bky
d ry
6
Na dně d ry může nástroj setrvat – podle zadán – pro doř znut a
po časové prodle vě se vrát posu vem pro návrat n a bezpečn ostn
vzdálenost. Pokud je zadána 2. bezpečnostn vzdále nost, odjede
na ni n ástroj rych loposuvem FMAX
U
U
U
U
Bezpečnostn vzdálenost Q200 (i nkrementálně):
vzdálenost hrot nástroje – povrch obrobku
U
U
U
U
Hloubka Q201 (inkrementálně): vzdálen ost povrch
obrobku – dn o d ry (hrot kužel u vrtáku)
U
U
U
U
Posuv př suvu do hloubky Q206: pojezdová
rychlost nástroje při vrtán v mm/min
U
U
U
U
Hloubka př suvu Q202 (inkrementálně): rozměr, o
který se nástroj pokaždé přisune. Hloubka d ry
nemus být násobkem hlou bky záběru. TNC najede
na hloubku v j ediné operaci , je stliže:
n
hloubka záběru je rovna celkové h loubce
n
hloubka př suvu je větš než konečná hloubka
U
U
U
U
Časová prodleva nahoře Q210: doba v sekundách,
po kterou nástroj setrvá na bezpe čn ostn vzdálenosti
poté , co j m TNC vyjelo z d ry kvůli odstraněn tř sky
U
U
U
U
Souř. povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku
U
U
U
U
2. bezpečnostn vzdálenost Q204
(inkre me ntálně): souřadnice osy vřetene, v n ž
nemůže doj t ke kolizi mezi nástrojem a obrobkem
(up nadly)
Př klad: NC bloky
11 CYCL DEF 203 UNIVERZALNI VRTANI
Q200=2 ;BEZPEC.VZDALENOST
Q201= 20 ;HLOUB KA
Q206=150 ;P OSUV HL OUB . PR ISUVU
Q202=5 ;HL OUB KA PRI SUVU
Q210=0 ;P RODLEVA NAHOR E
Q203=+20 ;SOUR . P OVRCHU
Q204=50 ;2. B EZP. VZDÁLENOST
Q212=0.2 ;UB ER
Q 213=3 ;ODL AM. TRI SKY
Q205=3 ;MI N. HL OUB KA PR ISUVU
Q211=0.25 ;PRODL EVA DOLE
Q208=500 ;NAVRAT. P OSUV
Q256=0.2 ;R Z PR I ODL AM. TISK Y
X
Z
Q200
Q201
Q206
Q202
Q210
Q203
Q204
Q211
Q208
Než začnete programovat
Pozičn blok naprogramujte na počátečn bod (střed d ry)
roviny obráběn s korekc radiu R0.
Znamén ko parametru cyklu hloubka definu je směr
obráběn . Naprogramujete li hloubku = 0, cyklus se
neprove de.