HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 255
HEIDENHAIN TNC 426, TNC 430
229
8
.3
C
y
k
ly
v
rt
á
n
,
v
rt
á
n
z
á
v
it
ů
a
f
ré
z
o
v
á
n
z
á
v
it
ů
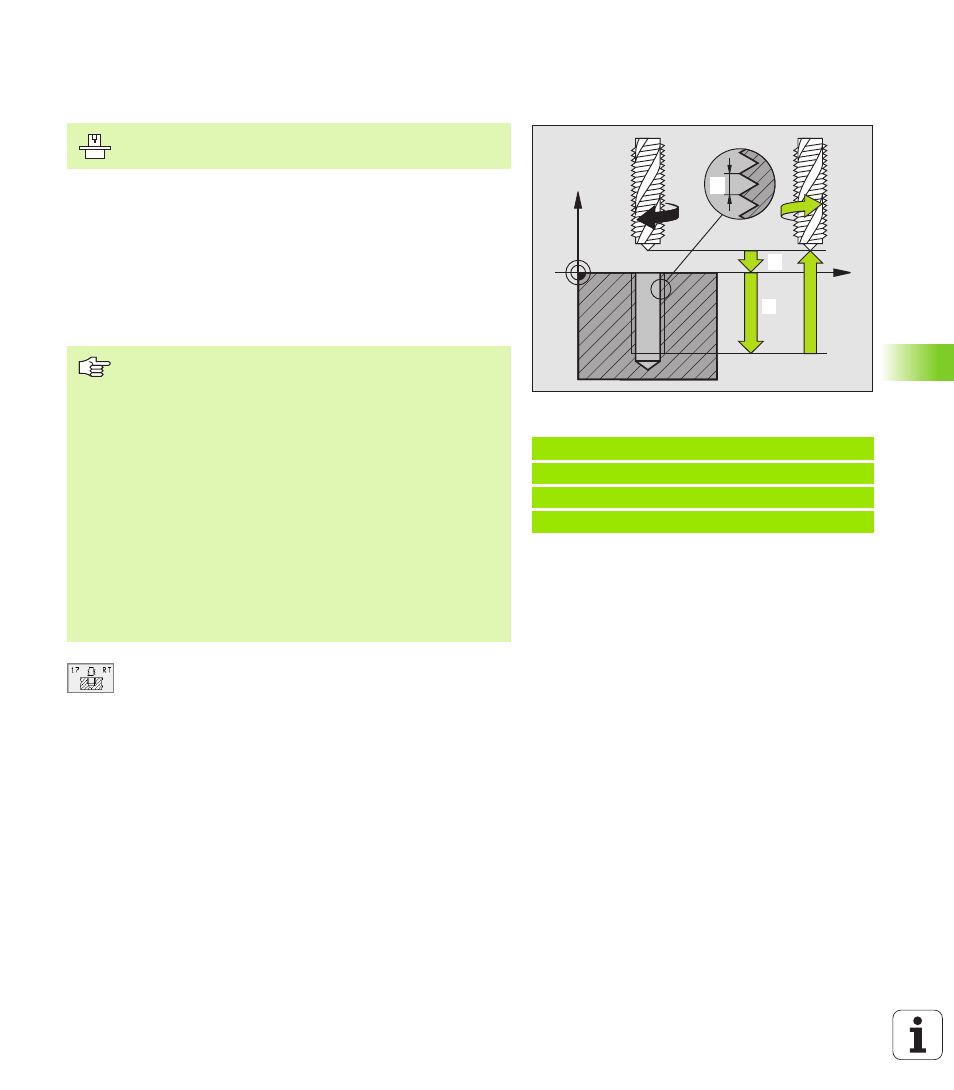
VRTÁNÍ ZÁVITU GS bez vyrovnávac
hlavy(cyklus 17)
Be z délkové vyrovn ávac hlavy provede TNC řezán závitu v jedn é
ne bo ně kolika operac ch .
Výhody oproti cyklu vrtán závitu s vyrovnávac hlavou:
n
vyšš rych lost obráběn
n
opakovate lnost stejného závitu, protože vřeteno se při volán cyklu
nastav do poloh y 0° (závis na strojn m parametru 7160)
n
větš rozsah pojezdu v ose vřetene, protože odpadá vyrovnávac
hlava
U
U
U
U
Bezpečnostn vzdálenost
1
(i nkrementálně):
vzdálen ost h rot nástroje (pol oha startu) – povrch
obrobku
U
U
U
U
Hloubka vrtán
2
(inkrementáln ě): vzdálenost
povrch obrobku (začátek závitu) – konec závitu
U
U
U
U
S toupán závitu
3
:
stoupán závitu. Zn amé nko definuje pravý nebo levý
závit:
+= pravý závit
–= levý závit
Vyjet nástroje při přerušen programu
Stiskne te li během vrtán závi tu extern tlač tko STOP, zobraz TNC
kotextovou kl ávesu MANUÁLNÍ VYJETÍ. Pokud stiskne te kontextovou
klávesu MANUÁLNÍ VYJETÍ, můžete ř zeně vyjet nástrojem ze závitu.
Vyjet se provede stisknut m tlač tka kladného směru aktivn osy
vřetene.
Př klad: NC bloky
18 CYCL DEF 17.0 VR TANI ZAVITU GS
19 CYCL DEF 17.1 VZDAL. 2
20 CYCL DEF 17.2 HL OUB KA 20
21 CYCL DEF 17.3 STOUPANI +1
X
Z
1
1
1
1
1
2
13
Stroj a TNC mus být připraveny z výroby.
Než začnete programovat
Pozičn blok n aprogramujte na počátečn bod (střed d ry)
v rovině obrábě n s korekc radiu R0
Pozičn bl ok naprogramujte do počátečn ho bodu v ose
vřetene (bezpečnostn vzdálenost od povrchu obrobku).
Znaménko parame tru cyklu hloubky vrtán definuj e směr
vrtán .
TNC vypočte posu v v závislosti na otáčkách vřetene.
Pokud běhe m vrtán závitu otáč te otočným regulátorem
pro override otáče k vřetene, přizpůsob TNC
au tomati cky posuv.
Otočn ý re gulátor pro override posuvu n en funkčn .
Na konci cyklu se vřeteno zastav . Před dalš m
obráběn m vřeteno zapněte funkc M3 (resp. M4).