Korekce radiu n ástroje – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 137
HEIDENHAIN TNC 426, TNC 430
111
5
.3
K
o
re
k
c
e
n
á
s
tro
je
Korekce radiu nástroje
Programový blok pro poh yb nástroje obsahuje
n
RL nebo RR pro korekci radi u
n
R+ nebo R– pro korekci radiu při poj ezdu rovnobě žném s n ěkterou
osou
n
R0, pokud se neprovád korekce radiu
Korekce radi usu plat v okamžiku volán nástroje a pojezdu v rovin ě
obráběn pomoc RL nebo RR.
Při korekci radiu se u platn hodnoty delta z bloku TOOL CALLi z
tabulky nástrojů:
Hodnota korekce = R + DR
TOO L CA LL
+ DR
TA B
, kde
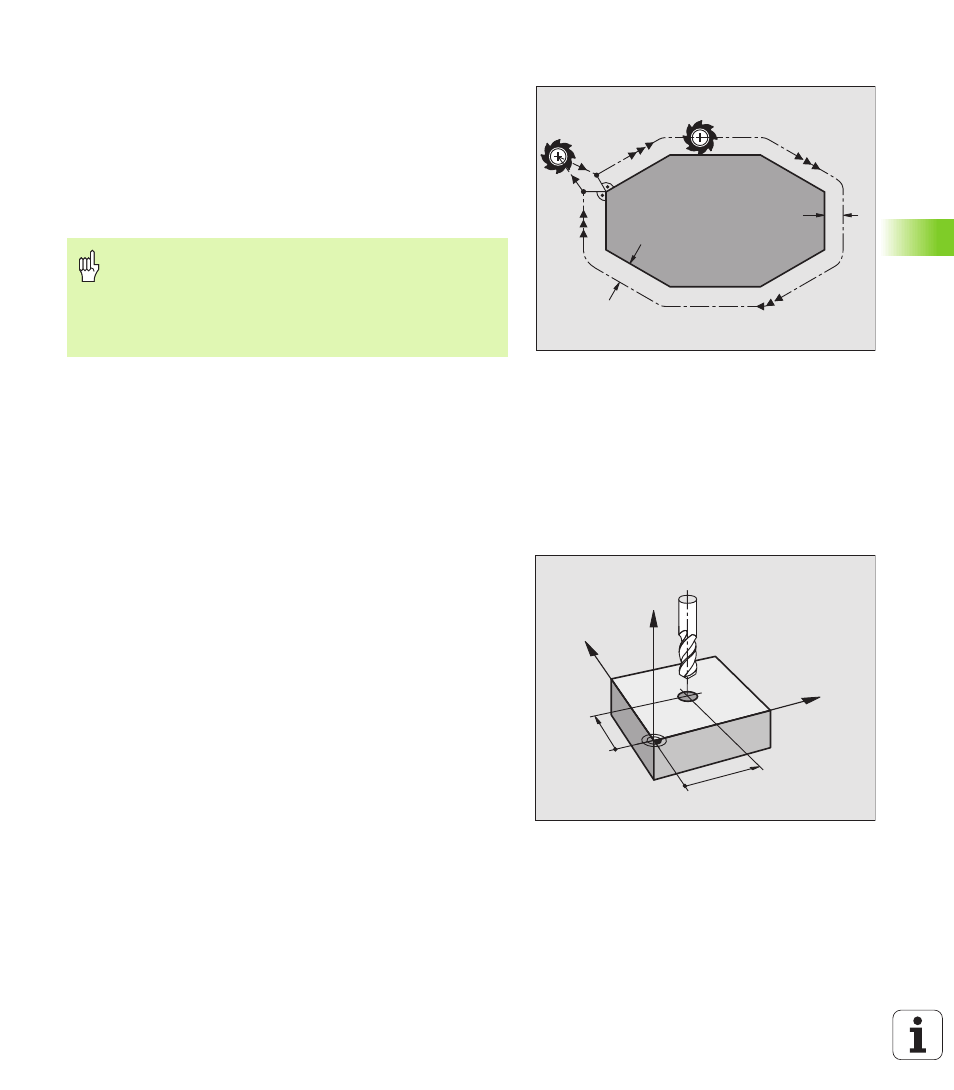
Dráhové pohyby bez korekce radiu: R0
Nástroj poj žd svým středem po programované dráze v rovin ě
obráběn nebo podle n aprogramovan ých souřadnic.
Použit : vrtán , zauje t pozi ce .
TNC zruš korekci radiu, jestliže:
n
naprogramu jete pozičn blok pomoc R0
n
pomoc funkce DEP opu st te obrys
n
naprogramu jete PGM CALL
n
provedete vol bu nové ho programu pomoc PGM MGT
R:Radius nástroje R z bloku TOOL DEF nebo z
tabu lky nástrojů
DR
TOO L CA LL
:Př davekDR na radius z bloku TO OL CALL(ne n
zohledn ěn v údaji o poloze)
DR
TAB:
Př davek DR na radius z tabulky nástrojů
R
R
R0
RL
Y
X
Z
X
Y