HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 139
HEIDENHAIN TNC 426, TNC 430
113
5
.3
K
o
re
k
c
e
n
á
s
tro
je
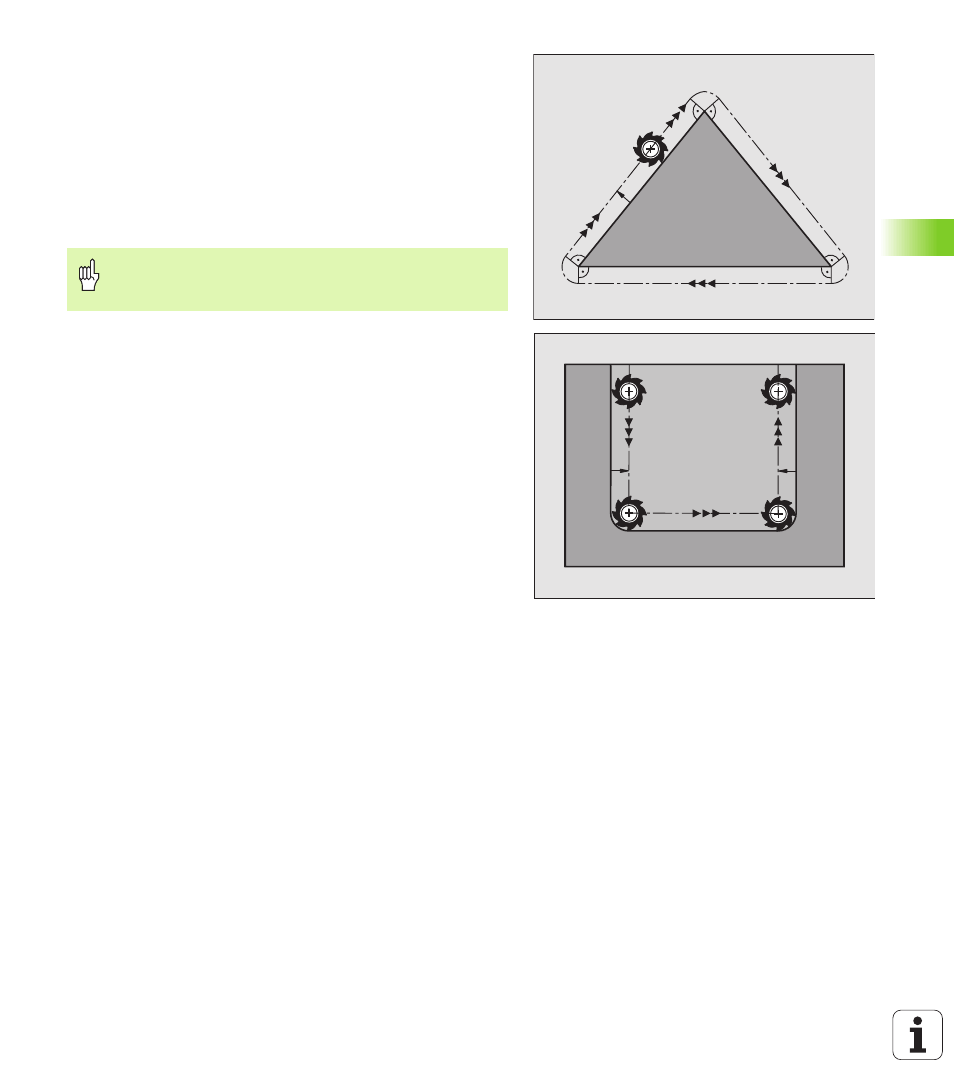
Korekce radiu: obráběn rohů
n
Vrcholy:
Poku d je naprogramována korekce radiu nástroje, je n ástroj kolem
vrcholů obrysu ve den po přechodové kružnici nebo křivce
(spline)(vol ba pomoc MP7680). TNC podle potřeby zpomal
posuv kole m vnějš ch vrch olů, např. při prudké změně smě ru.
n
Kouty:
U koutů se vypočte průseč k korigovaných drah pojezdu nástroj e.
Od tohoto bodu poj žd nástroj podél dalš ho prvku obrysu. T m se
zabrán naru šen obrysu v koutech obrobku. T m je dáno omezen
na velikost radiu nástroje pro u rčité obrysy.
Obráběn rohů bez korekce radiu
Be z korekce radiu můžete dráhu n ástroje a rychlost posuvu v roz ch
obrobku ovlivňovat pomoc př davn é funkce M90, Viz „Zabrouše n
rohů: M90”, str. 181.
Neumist’ujte bod počátečn a koncový bod při obráběn
dutin do koncového bodu obrysu, aby nedošlo k
narušen obrysu.
RL
RL
RL