Obr ábŕní podle digitalizovaný dat (cyklus 30) – HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 337
HEIDENHAIN TNC 426, TNC 430
311
8
.7
C
y
k
ly
p
ro
p
loš
n
é
f
ré
z
ov
á
n
(
řá
d
k
ov
á
n
)
OBRÁBŔNÍ PODLE DIGITALIZOVANÝ DAT
(cyklus 30)
1
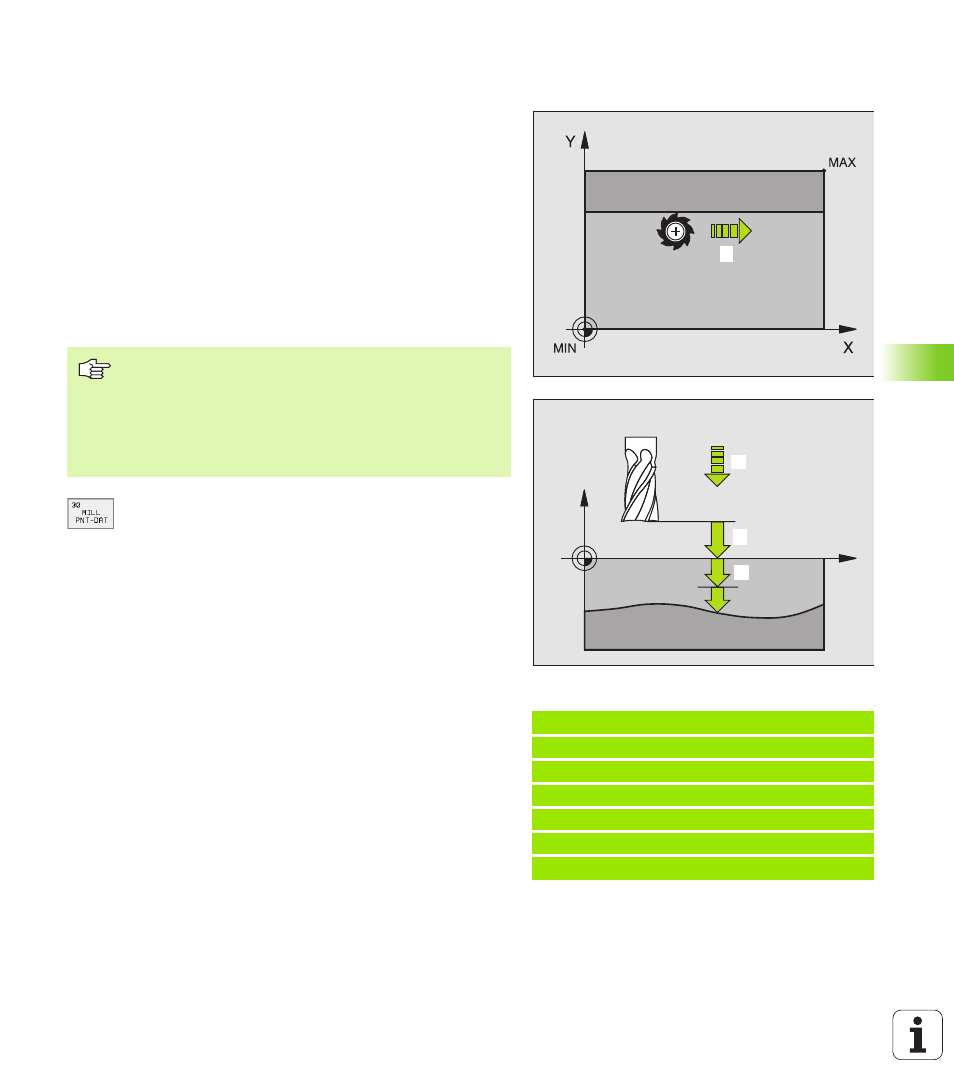
T NC navede nástroj rychloposuvem FMAX z aktuáln polohy do
výchoz ho bodu v ose vře te ne na bezpečnostn vzdálen ost n ad
bod MAX naprogramovaný v cyklu.
2
Poté se nástroj přesune rychloposuvem FMAX v rovi ně obráběn
n a bod MIN naprogramovaný v cyklu.
3
Odtud odjede nástroj posuve m př suvu do hloubky n a prvn bod
obrysu
4
T NC obrob všech ny body uložené v souboru digitalizovaných dat
posuvem pro frézován ; podle potřeby může TNC v průběhu
obráběn odj ždět na bezpečnostn vzdálenost a přeskakovat tak
n eobroben é oblasti
5
Na konci odvede TNC nástroj rychloposuvem FMAX zpět na
bezpečnostn vzdálenost
U
U
U
U
PGM jméno digitalizovaných dat: zadejte jméno
souboru , v němž jsou ul ožena digitalizovaná data;
pokud soubor n en um stěn v aktuáln m adresáři,
zadejte úplnou cestu . Chcete li zpracovávat tabulku
bodů, zadejte i typ souboru .PNT
U
U
U
U
MIN bod pracovn ho rozsahu: minimáln bod
(souřadn ice X, Y a Z) frézovan é oblasti
U
U
U
U
MAX bod pracovn ho rozsahu: maximáln bod
(souřadn ice X, Y a Z) frézovan é oblasti
U
U
U
U
Bezpečnostn vzdálenost
1
(i nkrementálně):
vzdálen ost mezi hrotem n ástroj e a povrchem
obrobku při pohybech rychloposuvem
U
U
U
U
Hloubka př suvu
2
(in krementálně): ve likost
j ednotlivého př suvu nástroje
U
U
U
U
Posuv př suvu do hloubky
3
: pojezdová rychlost
n ástroje při zanořován v mm/min
U
U
U
U
Posuv při frézován
4
: pojezdová rychlost nástroje
při fré zován v mm/min
U
U
U
U
Př davná funkce M: nepovin né zadán př davné
fun kce, např. M13
Př klad: NC bloky
64 CYCL DEF 30.0 DI GIDATA OBR OBI T
65 CYCL DEF 30.1 PGM DIGIT.: B SP.H
66 CYCL DEF 30.2 X+0 Y+0 Z 20
67 CYCL DEF 30.3 X +100 Y+100 Z+0
68 CYCL DEF 30.4 VZDAL. 2
69 CYCL DEF 30.5 PR ISUV +5 F100
70 CYCL DEF 30.6 F350 M 8
1
4
X
Z
1
1
1
3
1
2
Než začnete programovat
Pomoc cykl u 30 můžete pracovat s digitalizovanými daty
a PNT soubory.
Zpracováváte li PNT soubory, ve kterých nen uvedena
souřadnice osy vře te ne, vyjde hloubka frézován ze
zadaného MIN bodu osy vřetene .