HEIDENHAIN TNC 426 (280 476) Uživatelská příručka
Stránka 260
234
8 Programován : Cykly
8
.3
C
y
k
ly
v
rt
á
n
,
v
rt
á
n
z
á
v
it
ů
a
f
ré
z
o
v
á
n
z
á
v
it
ů
U
U
U
U
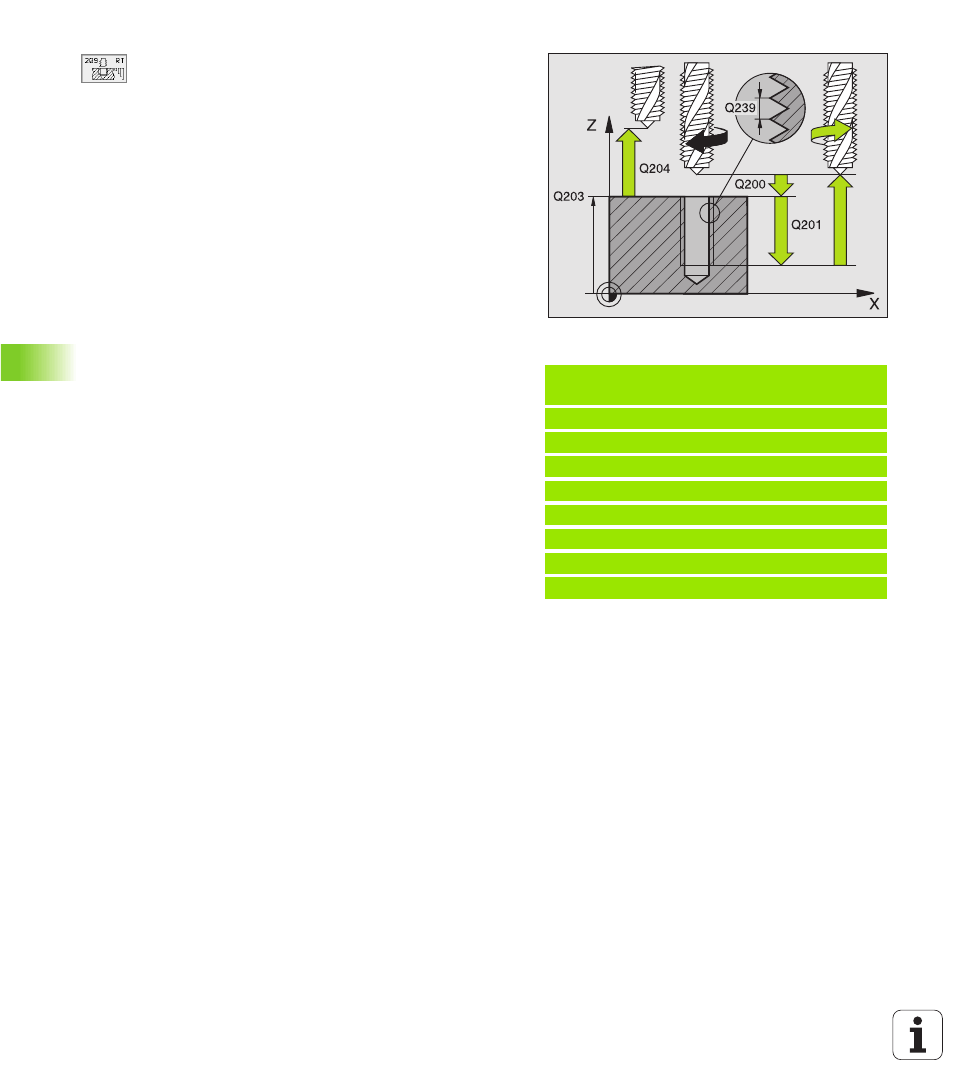
Bezpečnostn vzdálenost Q200 (i nkrementálně):
vzdálenost hrot nástroje (výchoz poloha) – povrch
obrobku
U
U
U
U
Hloubka závitu Q201 (inkrementáln ě): vzdálenost
povrch obrobku – kon ec závitu
U
U
U
U
Stoupán závitu Q239
stoupán závitu. Znaménko defi nuje pravý ne bo levý
závit:
+= pravý závit
–= levý závit
U
U
U
U
Souř. povrchu obrobku Q203 (absolutně):
souřadnice povrchu obrobku
U
U
U
U
2. bezpečnostn vzdálenost Q204
(inkre me ntálně): souřadnice polohy osy vřetene, ve
které nemůže doj t ke kolizi mezi n ástroj em a
obrobkem (up nadly)
U
U
U
U
Hloubka vrtán do odlomen tř sky Q257
(inkre me ntálně): př su v, po n ěmž TNC provede
odlomen tř sky
U
U
U
U
Odskok při odlomen tř sky Q256: TNC vynásob
stoupán Q239 zadanou hodnotou a při odlamován
tř sky poodje de nástrojem o tuto vypočtenou
hodnotu zpět. Zadáte li Q256 = 0, vyjede TNC pro
odstraně n tř sky z d ry ven (na bezpečnostn
vzdálenost)
U
U
U
U
Úhel orientace vřetene Q336 (absolutně): ú hlová
poloha, do které TNC uvede nástroj před operac
řezán závitu. D ky tomu můžete podle potřeby
provést opakované řezán závitu
Vyjet nástroje při přerušen programu
Stisknete li během řezán závitu extern tlač tko STOP, zobraz T NC
kontextovou klávesu MANUÁLNÍ VYJETÍ. Stiskn ut m kontextové
kl ávesy MANUÁLNÍ VYJETÍ mů žete ř zeně vyjet nástrojem ze závitu.
Vyjet se provede stisknu t m tlač tka kladnéh o směru aktivn osy
vřeten e.
Př klad: NC bloky
26 CYCL DEF 209 SIR KA TR ISKY PRI
VRTANI ZAVITU
Q200=2 ;BEZPEC.VZDALENOST
Q201= 20 ;HL OUB KA
Q239=+ 1 ;STOUPANI ZAVI TU
Q203=+ 25 ;SOUR. POVRCHU
Q204=50 ;2. BEZP. VZDÁL ENOST
Q257=5 ;HL. VRT. S ODL OM. TRISK Y
Q256=0.2 ;RZ P RI ODLAM. TIS KY
Q336=50 ;UHEL VR ETENE