Lineární a rotační osy, 1 programování podle din – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 110
110
4.1 Programování podle DIN
Lineární a rotační osy
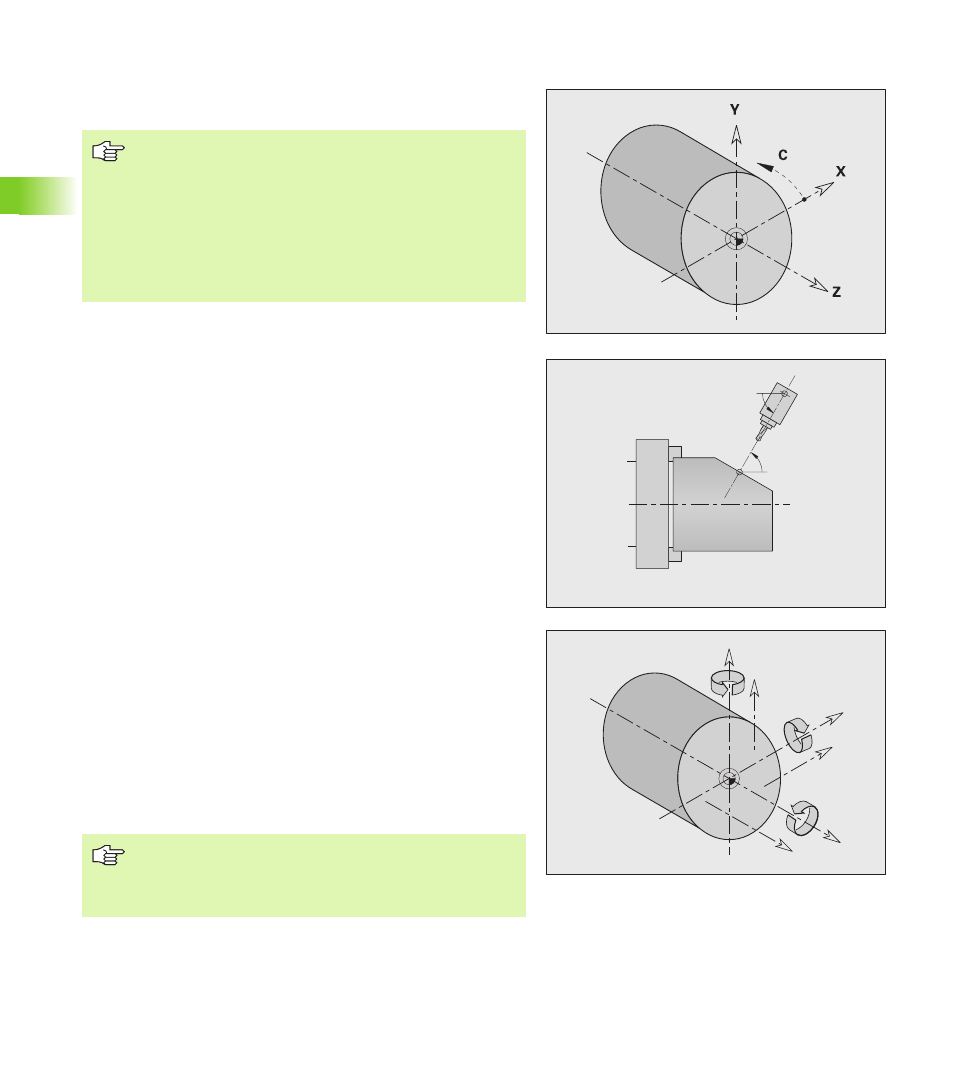
Hlavní osy: Údaje souřadnic pro osy X, Y a Z se vztahují k nulovému
bodu obrobku.
Osa C jako hlavní osa:
Úhlové údaje se vztahují k "nulovému bodu osy C".
Obrysy v ose C a obrábění v ose C:
Souřadnicové údaje na čelní/zadní straně se uvádějí v
kartézských souřadnicích (XK, YK) nebo v polárních souřadnicích
(X, C)
Souřadnicové údaje na ploše pláště se uvádějí v polárních
souřadnicích (Z, C). Namísto „C“ lze použít přímkový rozměr CY
(„rozvinutí pláště“ na referenčním průměru).
Osa B - naklopená obráběcí rovina: Osa B umožňuje vrtání a
frézování v rovinách, které leží šikmo v prostoru. K programování se
naklopí souřadný systém tak, aby se prováděla definice vrtacího vzoru
a frézovaných obrysů v rovině YZ. Obrábění se pak provádí na
naklopené rovině.
Přídavné osy (Pomocné osy): CNC PILOT podporuje kromě hlavních
os též
U:lineární osa ve směru X
V:lineární osa ve směru Y
W:lineární osa ve směru Z
A:rotační osa, rotuje kolem X
B:rotační osa, rotuje kolem Y
C:rotační osa, rotuje kolem Z
Přídavné osy se programují pouze v části obrábění ve funkcích
G0..G3, G12, G13, G30, G62 a G701. Kruhová interpolace je možná
pouze v hlavních osách. Rotační osy (jako přídavné osy) se
programují v části obrábění pomocí G15.
B
B
Z
Y
X
A
B
C
U
V
W
U záporných souřadnic X se musí dbát na tyto body:
Nedovoleny při popisech obrysů
Nedovoleny u cyklů soustružení
Sledování obrysu se neprovádí
Smysl otáčení u kruhových oblouků (G2/G3, G12/G13)
se musí ručně přizpůsobit
Poloha při kompenzaci rádiusu břitu (G41/G42) se musí
ručně přizpůsobit
Editor DIN bere v úvahu pouze písmena adres
konfigurovaných os.
Chování rotačních os B a C závisí na tom, zda jsou
konfigurované jako hlavní nebo přídavné osy.