Viz “frézování kapes – hrubování / dokončování, G845/g846)” na stranì 532) – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 532
Advertising
532
6.14 Interaktivní generování pracovních postup
ů
(IA
G
)
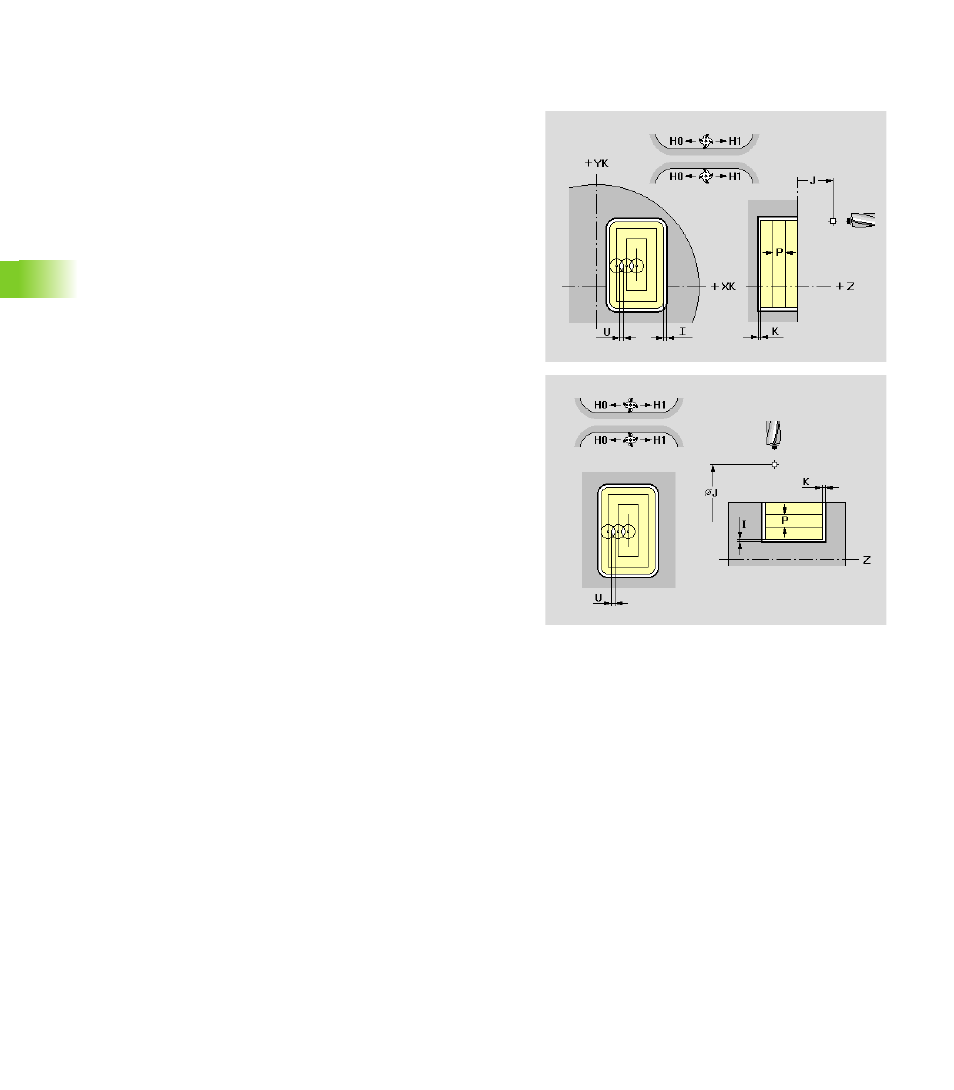
Frézování kapes – hrubování / dokončování
(G845/G846)
IAG generuje pro vybrané otevřené (uzavřené) obrysy některý z
následujících cyklů:
Frézování kapes > Hrubování: G845
Frézování kapes > Dokončování: G846
Parametry
J
Rovina návratu (standardně: zpět do výchozí pozice)
Čelní / zadní strana: pozice ve směru Z
Plocha pláště: pozice ve směru X (rozměr průměru)
Q
Směr obrábění
směrem ven (Q = 0)
směrem dovnitř (Q = 1)
H
Způsob frézování
H = 0: nesousledně
H = 1: sousledně
U
koeficient překrytí
Rozsah: 0 <= U <= 0,9; (0 = bez překrytí)
P
Maximální přísuv v rovině frézování
I
Přídavek ve směru X, Z (odpadá při dokončování)
K
Přídavek ve směru Z (odpadá při dokončování)
Advertising