Kruhový oblouk na čelní/zadní straně g102/g103, 25 obráb ění čelní/zadní strany – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 256
256
4.25 Obráb
ění
čelní/zadní strany
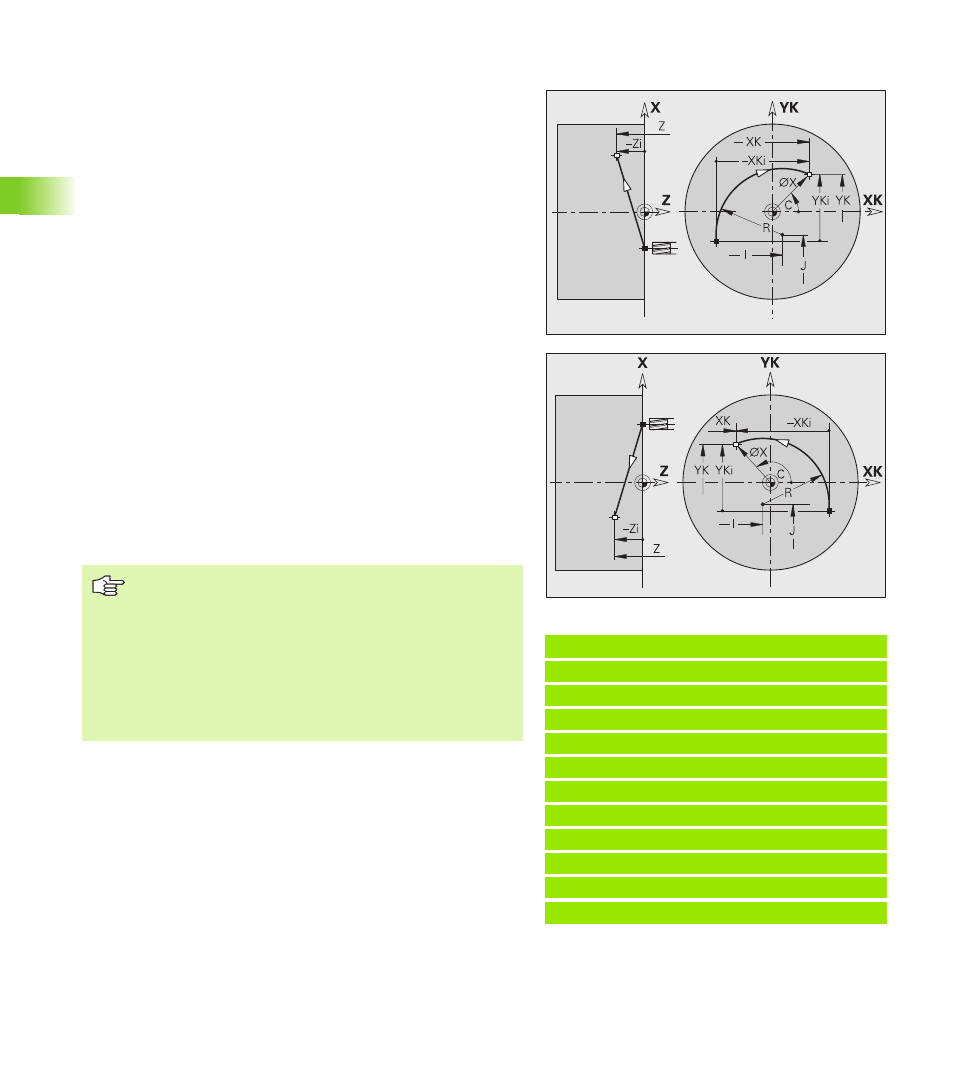
Kruhový oblouk na čelní/zadní straně G102/G103
G102 / G103 pojíždí po kruhu posuvem do „Koncového bodu“. Smysl
otáčení je zřejmý z pomocného obrázku.
Naprogramováním „H=2 nebo H=3“ zhotovíte přímé drážky s
kruhovým dnem. Střed kruhu definujete při:
H = 2: pomocí I a K
H = 3: pomocí J a K
Przykład: G102, G103
. . .
N1 T7 G197 S1200 G195 F0.2 M104
N2 M14
N3 G110 C0
N4 G0 X100 Z2
N6 G100 XK20 YK5
N7 G101 XK50
N8 G103 XK5 YK50 R50 [Oblouk]
N9 G101 XK5 YK20
N10 G102 XK20 YK5 R20
N12 M15
. . .
Parametry
X
Koncový bod (průměr)
C
Koncový úhel – směr úhlu: viz pomocný obrázek.
XK
Koncový bod (kartézsky)
YK
Koncový bod (kartézsky)
R
Rádius
I
Střed (kartézsky)
K
Střed (kartézsky)
Z
Koncový bod (standardně: aktuální poloha Z)
H
Rovina kruhu (rovina obrábění) – (standardně: 0)
H = 0, 1: obrábění v rovině XY (čelní strana)
H = 2: obrábění v rovině YZ
H = 3: obrábění v rovině XZ
K
Střed při H = 2, 3 (směr Z)
Programování:
X, C, XK, YK, Z: absolutní, přírůstkové nebo samodržné
I, J, K: absolutní nebo přírůstkové
Programujte buďto X – C, nebo XK – YK
Programujte buďto „střed“ nebo „poloměr“.
U „rádiusu“: je možný pouze kruhový oblouk <= 180 °
Koncový bod v počátku souřadnic: programujte XK = 0
a YK = 0