Programování kompletního obrobení, 39 kompletní obráb ění – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 342
342
4.39 Kompletní obráb
ění
Programování kompletního obrobení
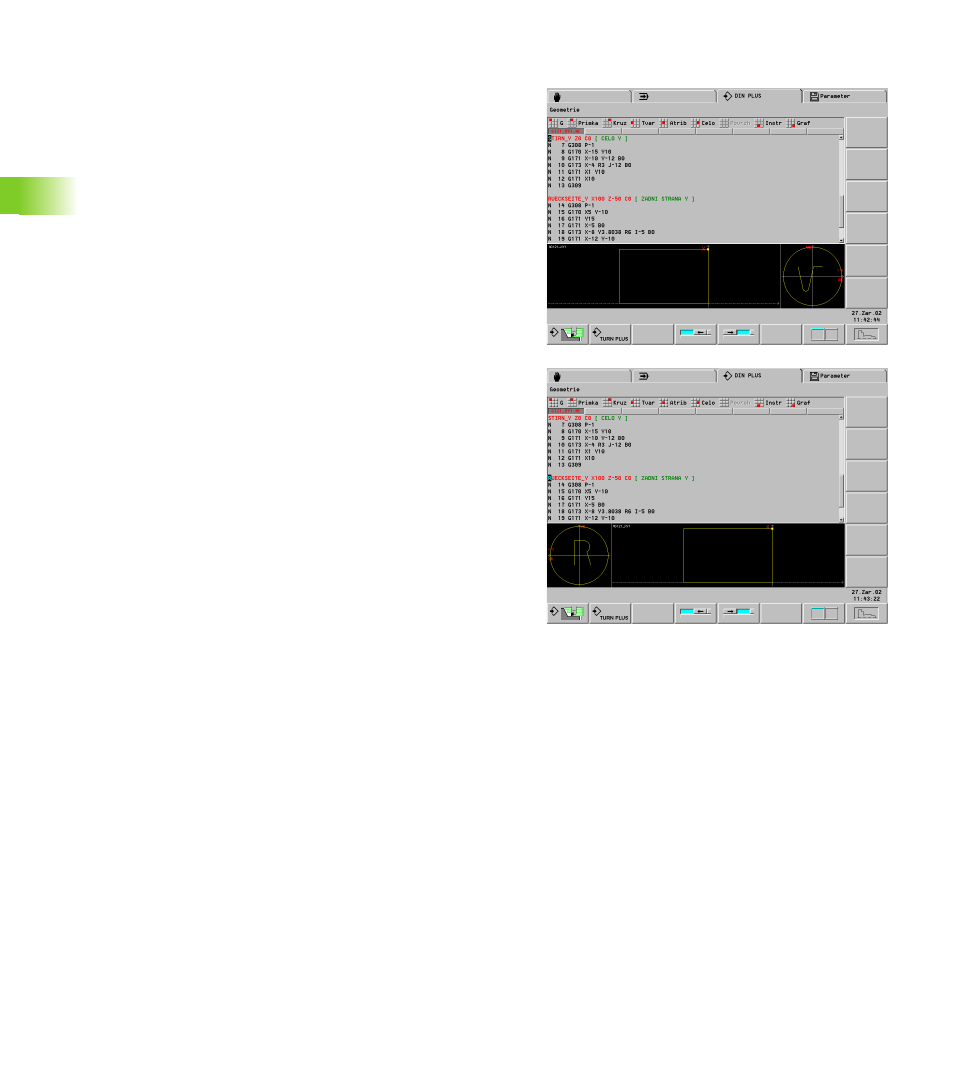
Při programování obrysů zadní strany je třeba brát zřetel na orientaci
osy XK (resp. osy X) a na smysl otáčení u kruhových oblouků.
Pokud použijete vrtací a frézovací cykly, nemusíte při obrábění zadní
strany brát ohled na žádné zvláštnosti, poněvadž vrtací a frézovací
cykly se vztahují na předem definované obrysy.
Při obrábění zadní strany základními příkazy G100..G103 platí stejné
podmínky jako pro obrysy na zadní straně.
Soustružení: Expertní programy pro přepínání obrobku obsahují
konverzní a zrcadlící funkce. Při obrábění zadní strany (2. upnutí) platí:
+ směr: pryč od obrobku
– směr: směrem k obrobku
G2/G12: oblouk „ve smyslu hodinových ručiček“
G3/G13: oblouk „proti smyslu hodinových ručiček“
Práce bez expertních programů
Nepoužijete-li funkce pro konverzi a zrcadlení, pak platí princip:
+ směr: pryč od hlavního vřetena
– směr: směrem k hlavnímu vřetenu
G2/G12: oblouk „ve smyslu hodinových ručiček“
G3/G13: oblouk „proti smyslu hodinových ručiček“