HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 523
HEIDENHAIN CNC PILOT 4290
523
6.14 Interaktivní generování pracovních postup
ů
(IA
G
)
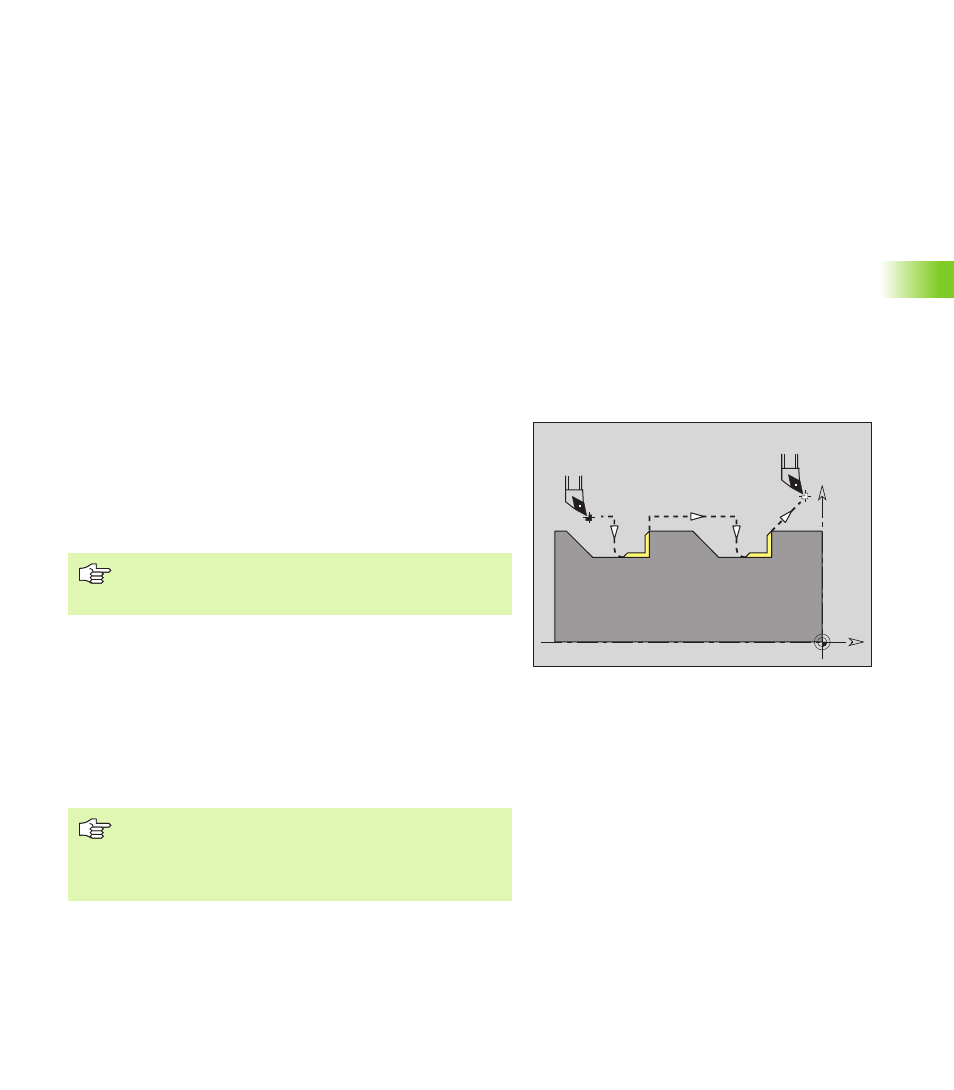
Obrobení zbytku obrysu: zůstane-li při klesajících (sestupných)
obrysech zbývající materiál, odstraníte jej pomocí „Obrobení zbytku
obrysu“ (viz obrázek „G890 Q4“). Omezení řezu není zpravidla nutné.
Vybírání (vyhlubování): IAG obrobí zanořující se části obrysu, které
se zjistí pomocí „úhlu dovnitřního kopírování“ (zápichy: EKW <= mtw).
Pro dokončování – vybírání byste měli používat hlavně „neutrální
nástroje“.
U zkosení/zaoblení platí:
Atribut „Hloubka drsnosti povrchu/Posuv“ není programován: CNC
PILOT provede automatickou redukci posuvu. Provede se
minimálně „FMUR“ otáček (parametr obrábění 5).
Atribut „Hloubka drsnosti povrchu/Posuv“ je programován: bez
redukce posuvu
U zkosení/zaoblení, která jsou s ohledem na svou velikost obráběna
minimálně počtem otáček „FMUR“ (parametr obrábění 5), se
redukce posuvu neprovádí.
H
Způsob vyjetí. Nástroj odjíždí v úhlu 45 ° proti směru obrábění.
Další směr dráhy odjezdu určuje H:
H = 0: diagonálně na polohu odjíždění
H = 1: nejprve směr X, pak směr Z
H = 2: nejprve směr Z, pak X
H = 3: vyjede posuvem až na bezpečnou vzdálenost
I
Poloha vyjetí při H=0, 1, 2
K
Poloha vyjetí při H=0, 1, 2
Obrábění tvarových prvků: nastavení softtlačítky
Zobrazovací pole ukazuje obráběné tvarové prvky (zkratky: viz
tabulku softtlačítek). Následující tvarové prvky se obrábí vždy:
C: Zkosená hrana
R: Zaoblení
PT: lícování
GW: Závit
Parametry
X
Z
G890 Q4
Při „Obrobení zbytku obrysu“ a při „Vybírání“ je strategie
nájezdu určená. IAG generuje G890 se „Způsobem najetí
Q4“.
Navrhovaná hodnota „Polohy odjetí I,K“ závisí na tom, zda
programujete „Cyklus > Najetí“:
Naprogramované: pozice z „Cyklu > Nájezd“
Neprogramované: poloha bodu výměny nástroje