Vrtání závitu g73, 23 v rt a cí cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 248
248
4.23 V
rt
a
cí cykly
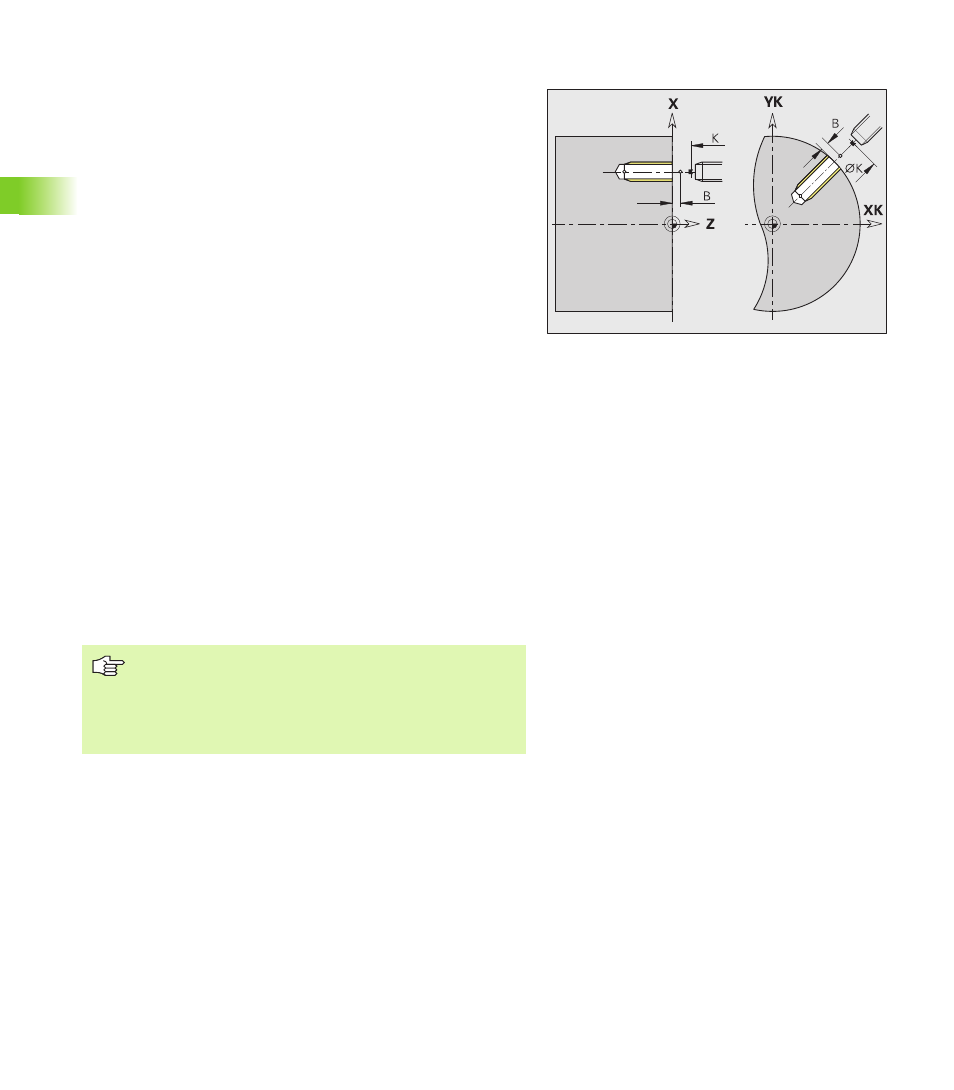
Vrtání závitu G73
G73 řeže axiální a radiální závity pevnými nebo poháněnými nástroji.
G73 se používá pro díry s popisem obrysu (jednotlivé díry nebo vzory
děr).
"Bod startu" se zjišťuje z bezpečné vzdálenosti a z "délky rozběhu B".
Délka povytažení J: Tento parametr používejte u kleštin s
kompenzací délky. Cyklus vypočte z hloubky závitu,
naprogramovaného stoupání a „Délky povytažení“ nové jmenovité
stoupání. Jmenovité stoupání je o trochu menší, než je stoupání
závitníku. Při vytváření závitu se vrták povytahuje z upínacího pouzdra
o tuto „délku povytažení“. S tímto postupem dosáhnete lepší životnost
závitníků.
Parametry
NS
Číslo bloku obrysu. Reference na obrys vrtání (G49-, G300-
nebo G310-Geo)
B
Délka rozběhu (standardně: parametr obrábění 7 „Délka
rozběhu závitu [GAL]“)
S
Otáčky zpětného pohybu (standardně: otáčky závitníku).
K
Rovina návratu (radiální díry, díry v rovině YZ: Průměr) –
(standardně: do výchozí polohy resp. na bezpečnou
vzdálenost)
J
Délka vytahování při používání kleštin s vyrovnáním délky
(standardně: 0)
H1
Od verze softwaru 625 952-04:
Brzda vřetena (H1 se vyhodnotí, když je ve strojním
parametru 1019, .. brzda zanesená) – standardně: 0
0: Aktivovat brzdu vřetena
1: Dezaktivovat brzdu vřetena
Vzor děr: „NS“ se vztahuje k obrysu díry, nikoli k definici
vzoru.
„Stop cyklu“ působí na konci řezu závitu.
Override posuvu neúčinkuje.
Override vřetena nepoužívat!