Čelní hrubování g820, 20 obrysové cykly soustružení – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 214
214
4.20 Obrysové cykly soustružení
Použití jako cyklus pro 4 osy
Stejné průměry: oba suporty startují současně.
Různé průměry:
„Vedený suport“ startuje teprve tehdy, když vedoucí suport dosáhl
„náskok B“. Tato synchronizace se provádí při každém řezu.
Každý suport provádí přísuv o vypočtenou hloubku řezu.
Při nestejném počtu řezů provádí "vedoucí suport" poslední řez.
Při "konstantní řezné rychlosti" se řezná rychlost řídí podle
vedoucího suportu.
Vedoucí nástroj čeká se zpětným pohybem na nástroj následující.
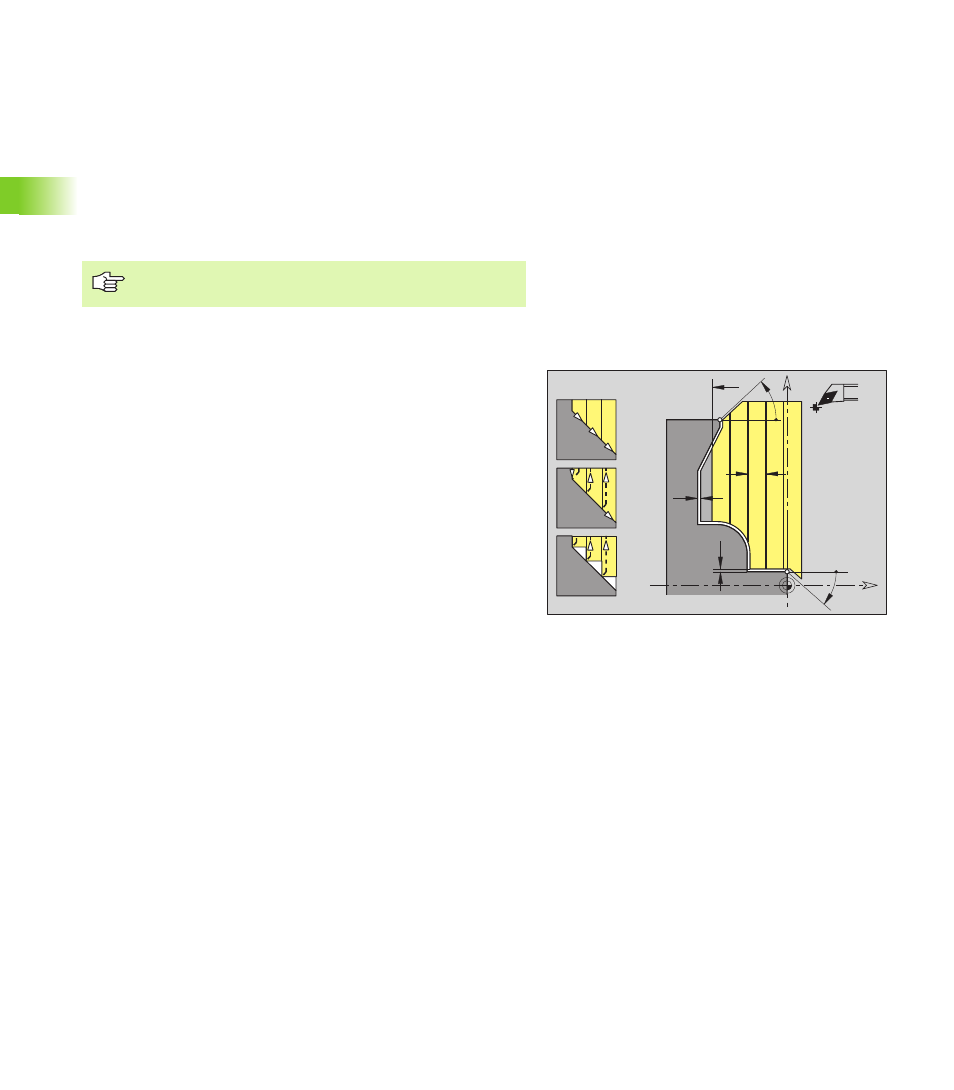
Čelní hrubování G820
G820 obrobí úsek obrysu popsaný pomocí „NS, NE“ od „NS do NE“.
Podle potřeby se obráběná plocha rozdělí do několika úseků (příklad:
v prohlubních obrysu).
U cyklů se 4 osami dbejte na shodnost nástrojů (typ
nástroje, rádius břitu, úhel břitu atd.).
0
2
H
1
X
Z
A
W
P
K
Z
I
Ø
Parametry
NS
Číslo počátečního bloku (začátek části obrysu)
NE
Číslo koncového bloku (konec části obrysu)
Není-li NE programováno: Obrysový prvek NS se obrobí ve
směru definice obrysu.
Je-li naprogramováno NS=NE: Obrysový prvek NS se
obrobí proti směru definice obrysu.
P
Maximální přísuv
I
Přídavek ve směru X (průměr) – (standardně: 0)
K
Přídavek ve směru Z (standardně: 0)
E
Chování při zanořování
E = 0: klesající obrysy se neobrobí
E > 0: posuv při zanořování
Bez zadání: redukce posuvu v závislosti na úhlu zanořování
– maximálně 50 %
X
Omezení řezu ve směru X (průměr) – (standardně: řez bez
omezení)
Z
Omezení řezu ve směru Z (standardně: řez bez omezení)
H
Způsob odjetí (standardně: 0)
H = 0: Obrábí po každém řezu podél obrysu
H = 1: Odsune se pod úhlem 45 °; vyhlazení obrysu po
posledním řezu
H = 2: odsune se pod úhlem 45 ° – bez vyhlazení obrysu
A
Úhel najetí (vztah: osa Z) – (standardně: 90 °/270 °; kolmo k
ose Z)