21 jednoduché cykly soustružení, Konec cyklu g80, Axiální soustružení jednoduché g81 – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 230: Konec cyklu g80 axiální soustružení jednoduché g81
230
4.21 Jednoduché cykly soustružení
4.21 Jednoduché cykly soustružení
Konec cyklu G80
G80 zakončuje obráběcí cyklus.
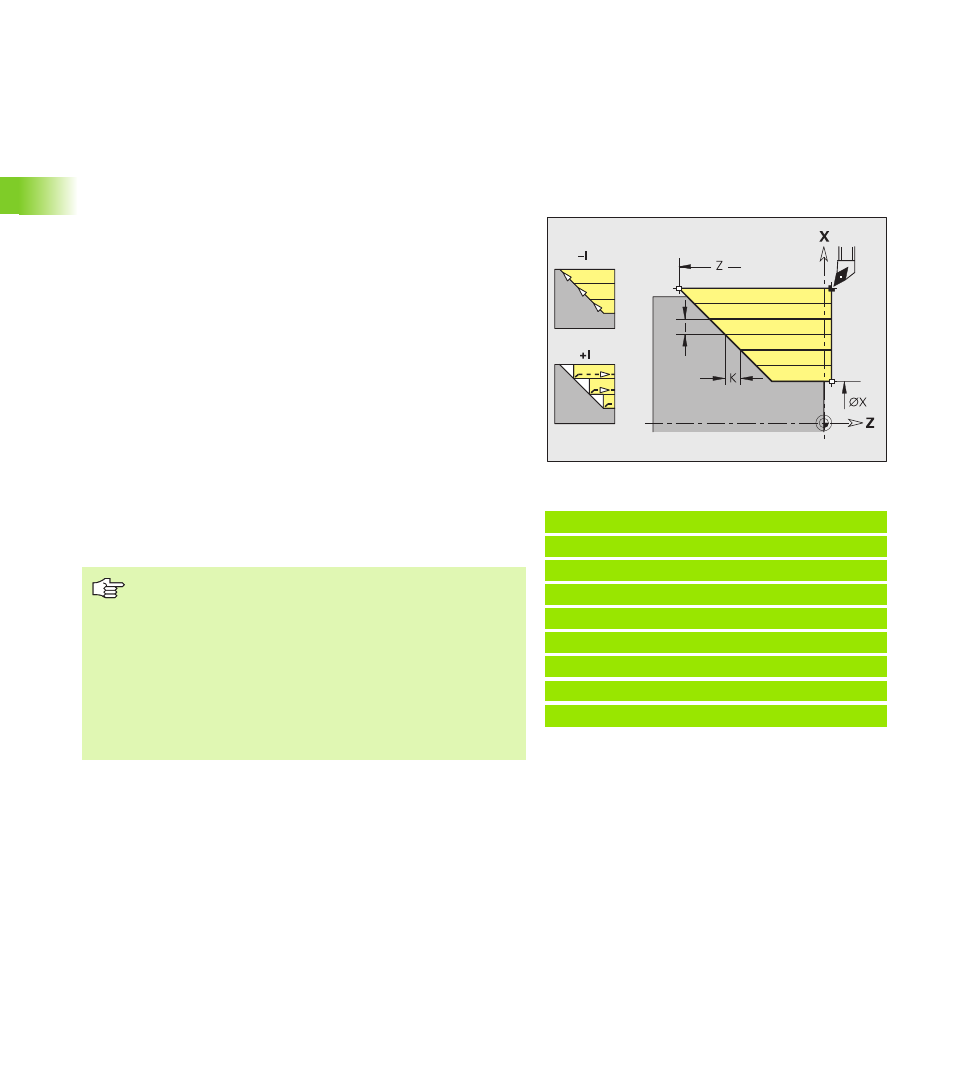
Axiální soustružení jednoduché G81
G81 ohrubuje část obrysu popsanou aktuální polohou nástroje a „X,
Z“. Úhel úkosu definujete pomocí I a K.
CNC PILOT rozpozná vnější / vnitřní obrábění podle polohy cílového
bodu. Rozdělení řezů se vypočte tak, aby nedošlo ke „klouzavému
řezu“ a aby vypočtený přísuv byl <= „I“.
Przykład: G81
. . .
N1 T3 G95 F0.25 G96 S200 M3
N2 G0 X120 Z2
N3 G81 X100 Z-70 I4 K4 Q0
N4 G0 X100 Z2
N5 G81 X80 Z-60 I-4 K2 Q1
N6 G0 X80 Z2
N7 G81 X50 Z-45 I4 Q1
. . .
Parametry
X
Cílový bod obrysu (průměr)
Z
Cílový bod obrysu
I
Maximální přísuv ve směru X
I<0: s orovnáním obrysu
I>0: bez orovnání obrysu
K
Přesazení ve směru Z (standardně: 0)
Q
G-funkce přísuvu (standardně: 0)
0: přísuv s G0 (rychloposuv)
1: přísuv s G1 (posuv)
Programování X, Z: absolutní, přírůstkové nebo
samodržné
Korekce rádiusu břitu se neprovádí.
Bezpečná vzdálenost po každém řezu: 1 mm
Přídavek G57
se započte se správným znaménkem (proto nejsou
možné přídavky při vnitřním obrábění)
zůstává účinný po konci cyklu
Přídavek G58 se nezapočte.