6 parametry obráb ění – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 592
592
7.6 Parametry obráb
ění
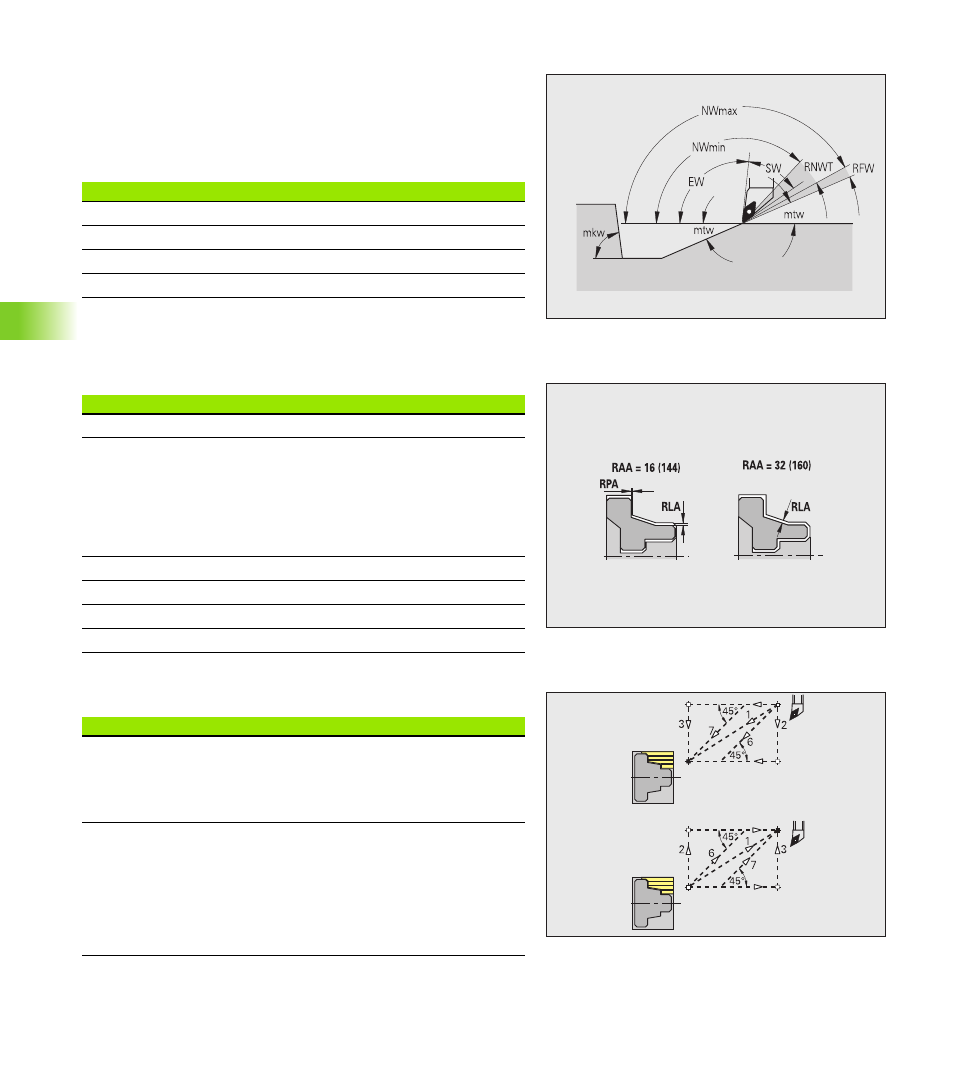
Hrubování – tolerance nástrojů
Pro výběr nástroje platí:
Úhel nastavení (EW): EW >= mkw (mkw: stoupající úhel obrysu)
Úhel nastavení (EW) a úhel špičky (SW): NWmin < (EW+SW) <
NWmax
Vedlejší úhel (RNWT): RNWT = NWmax – NWmin
Hrubování – přídavky
Hrubování – najíždění a odjíždění
Pohyby při najíždění a odjíždění probíhají rychloposuvem (G0).
Tolerance nástrojů
Tolerance vedlejšího úhlu [RNWT]
Rozsah tolerance pro vedlejší břit nástroje
Úhel hřbetu [RFW]
Minimální rozdíl obrys – vedlejší břit
Přídavky
Druh přídavku [RAA]
16: rozdílný axiální / radiální přídavek – žádné jednotlivé
přídavky
144: rozdílný axiální / radiální přídavek – s jednotlivými
přídavky
32: ekvidistantní přídavek – žádné jednotlivé přídavky
160: ekvidistantní přídavek – s jednotlivými přídavky
Ekvidistantně nebo axiálně [RLA]
Ekvidistantní přídavek nebo axiální přídavek
Žádný nebo radiální [RPA]
Radiální (čelní) přídavek
Najíždění a odjíždění
Nájezd vnějšího hrubování [ANRA]
Nájezd vnitřního hrubování [ANRI]
Odjezd vnějšího hrubování [ABRA]
Odjezd vnitřního hrubování [ABRI]
Strategie pro najíždění / odjíždění:
1: směr X a Z současně
2: nejprve směr X, pak směr Z
3: nejprve směr Z, pak X
6: vlečení, směr X před směrem Z
7: vlečení, směr Z před směrem X