Kontrola upíchnutí monitorováním vřetena g991, 28 p ři řazení, synchronizace, p ředání obrobku – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 290
290
4.28 P
ři
řazení, synchronizace, p
ředání obrobku
Programování:
G917 a G1 programujte v jednom bloku
G1 .. naprogramujte takto:
při "Kontrole upíchnutí: dráha > 0,5 mm (k získání výsledku
kontroly)
při kontrole na "upíchnutí bez hrotu": dráha < šířka upichovacího
nástroje
Výsledek do proměnné V300
0: obrobek nebyl upíchnut správně / nikoli bez hrotu (zjištěna
vlečná odchylka)
1: obrobek byl upíchnut správně / bez hrotu (nezjištěna vlečná
odchylka)
G917 vygeneruje "stop překladače".
Kontrola upíchnutí monitorováním vřetena G991
G991 kontroluje upíchnutí (rozpíchnutí) sledováním rozdílu otáček
obou vřeten. Vřetena jsou nejprve navzájem „silově“ spojena
obrobkem. Když je obrobek upíchnutý, otáčejí se vřetena na sobě
nezávisle. Odchylka otáček a doba monitorování se stanoví ve
MP 808, MP 858, ..., lze je však měnit pomocí G992.
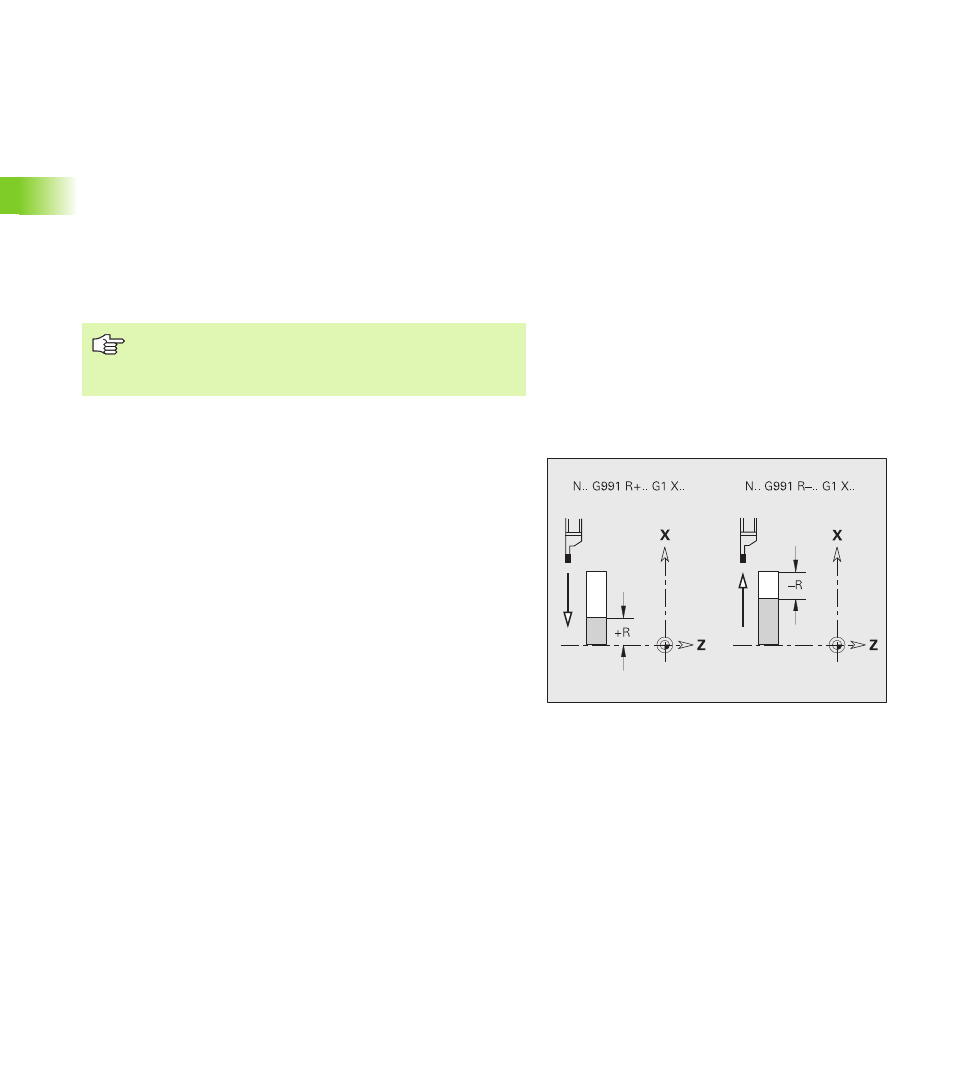
V "R" definujete kontrolovanou dráhu a určíte, zda se monitoruje dráha
upichování krátce před rozpíchnutím nebo dráha návratu (viz
obrázek).
CNC PILOT zapíše výsledek kontroly upíchnutí do proměnné V300.
G991 vygeneruje „stop překladače“.
Od verze softwaru 625 952-04:
Monitorování vlečné odchylky se provádí až po fázi
zrychlování.
Parametry
R
Dráha návratu (rádius)
Bez zadání: rozdíl otáček synchronně běžících vřeten se
překontroluje (jednorázově).
R>0: monitorování "zbývající dráhy upíchnutí"
R<0: monitorování „dráhy návratu“. Monitorování začíná
při startu „dráhy návratu“ a končí při „dráze návratu – R“.