20 obrysové cykly soustružení – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 229
HEIDENHAIN CNC PILOT 4290
229
4.20 Obrysové cykly soustružení
Automatická redukce posuvu u zkosení/zaoblení:
Hloubka drsnosti nebo posuv se programují pomocí G95-Geo:
automatická redukce posuvu se neprovádí
Hloubka drsnosti nebo posuv se neprogramují pomocí G95-Geo:
automatická redukce posuvu se provádí; zkosení/zaoblení se obrábí
minimálně s 3 otáčkami.
U zkosení/zaoblení, která jsou s ohledem na svou velikost obráběna
minimálně třemi otáčkami, se žádná automatické redukce posuvu
neprovádí.
Redukce posuvu u kruhových prvků: Korekce rádiusu břitu (SRK)
provádí za určitých předpokladů redukci posuvu u kruhových prvků
(viz “Kompenzace rádiusu břitu a rádiusu frézy” na stranì 196). Tuto
redukci posuvu můžete vypnout s „O“.
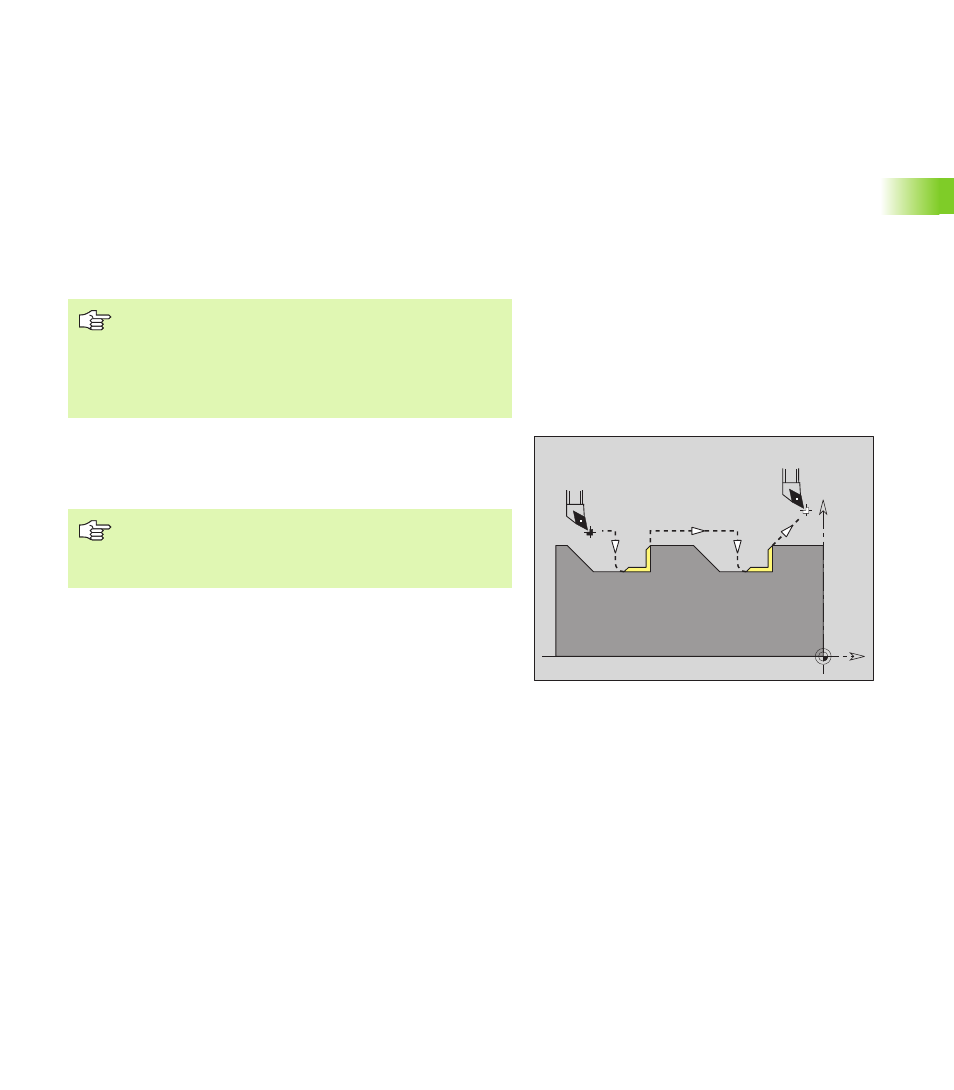
Vyhlazení zbytku aktivujete s "Q = 4" (příklad: vybrání dokončovacími
nástroji opačného směru obrábění). CNC PILOT zná již obrobené
oblasti a vynechá je. Při „Q = 4“ nemůžete ovlivnit způsob najetí –
dokončovací cyklus si dráhu najetí vygeneruje sám.
Přídavek G57 „zvětšuje“ obrys (i vnitřní obrysy).
Přídavek G58
>0: „zvětšuje“ obrys
<0: nebude se započítávat
Přídavky G57/G58 se po konci cyklu smažou.
X
Z
G890 Q4
Při vyhlazování zbytku (G890 – Q4) kontroluje CNC
PILOT, zda může nástroj zajet na dno vybrání v obrysu
bez nebezpečí kolize. Pro tuto kontrolu možností kolize je
rozhodující nástrojový parametr „šířka dn“.