Vyvrtávání, zahlubování g72, 23 v rt a cí cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 247
HEIDENHAIN CNC PILOT 4290
247
4.23 V
rt
a
cí cykly
Vyvrtávání, zahlubování G72
G72 se používá pro díry s popisem obrysu (jednotlivé díry nebo vzory
děr). G72 používejte pro následující funkce axiálního / radiálního vrtání
s pevnými nebo poháněnými nástroji:
Vyvrtávání
Zahlubování
Vystružování
NC-navrtání
Středění
Parametry
NS
Číslo bloku obrysu. Reference na obrys vrtání (G49-, G300-
nebo G310-Geo)
E
Časová prodleva k doříznutí na konci díry (v sekundách) –
(standardně: 0)
D
Rychlost odjíždění (standardně: 0)
D = 0: Rychloposuv
D = 1: Posuv
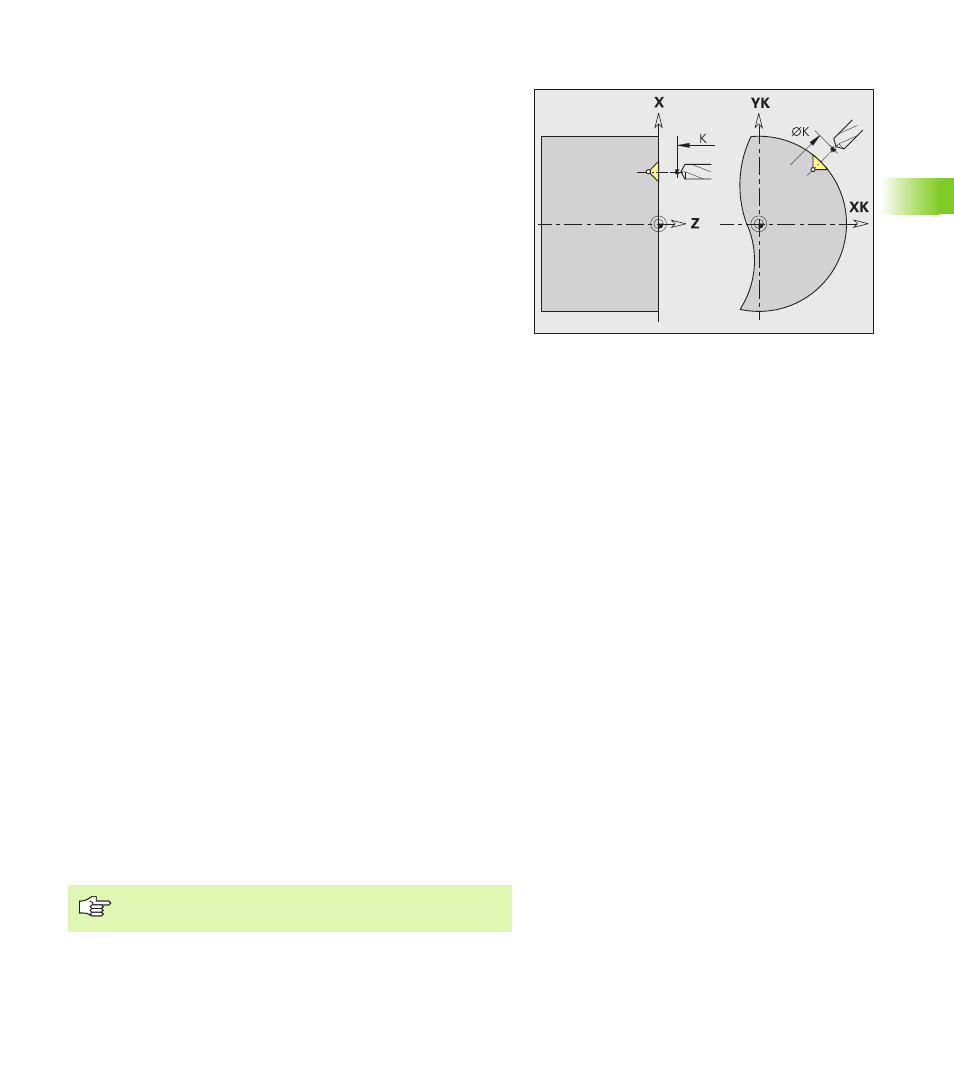
K
Rovina návratu (radiální díry, díry v rovině YZ: průměr) –
(standardně: do výchozí polohy, resp. na bezpečnou
vzdálenost)
H1
Od verze softwaru 625 952-04:
Brzda vřetena (H1 se vyhodnotí, když je ve strojním
parametru 1019, .. brzda zanesená) – standardně: 0
0: Aktivovat brzdu vřetena
1: Dezaktivovat brzdu vřetena
Provádění cyklu
1 Jede rychloposuvem do "bodu startu" v závislosti na "K":
K není naprogramováno: Najede až do bezpečné vzdálenosti.
K je programováno: jede na pozici "K" a pak na bezpečnou
vzdálenost.
2 Navrtá s redukcí posuvu (50 %).
3 Jede posuvem až do konce díry.
4 Návrat rychloposuvem / posuvem v závislosti na „D“.
5 Poloha návratu závisí na "K":
K není naprogramováno: Návrat zpět do „bodu startu“.
K je programováno: Návrat zpět do pozice „K“.
Vzor děr: „NS“ se vztahuje k obrysu díry, nikoli k definici
vzoru.