23 vrtací cykly, Vrtací cyklus g71 – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 245
HEIDENHAIN CNC PILOT 4290
245
4.23 V
rt
a
cí cykly
4.23 Vrtací cykly
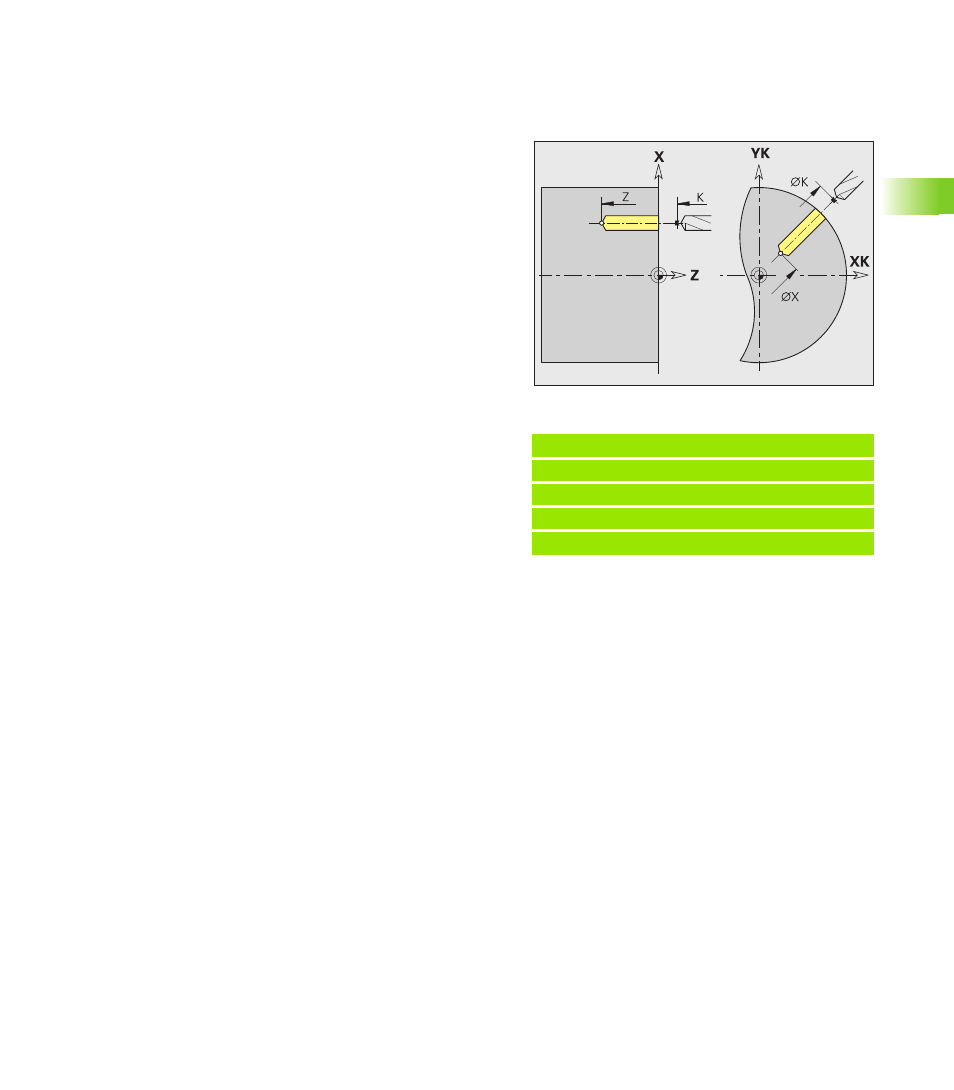
Vrtací cyklus G71
G71 vytváří axiální a radiální díry pevnými nebo poháněnými nástroji
pro:
jednotlivé díry bez popisu obrysu
díry s popisem obrysu (jednotlivé díry nebo vzory děr)
Pozice předvrtání, které zjistíte frézovacími cykly „G840 A1 ..“, „G845
A1 ..“ nebo „G846 A1 ..“, předvrtáte s „G71 NF..“ (viz “Frézovací cykly”
Przykład: G71
. . .
N1 T5 G97 S1000 G95 F0.2 M3
N2 G0 X0 Z5
N3 G71 Z-25 A5 V2 [Vrtání]
. . .
Parametry
NS
Číslo bloku obrysu
Reference na obrys vrtání (G49-, G300- nebo G310-Geo)
Bez zadání: Jednotlivou díru bez popisu obrysu
NF
Reference, z níž cyklus přečte pozice předvrtání [1..127].
X
Koncový bod axiální díry (průměr)
Z
Koncový bod radiální díry
E
Časová prodleva k doříznutí na konci díry (v sekundách) –
(standardně: 0)
V
Redukce posuvu (50 %) – (standardně: 0)
V = 0 nebo 2: redukce na začátku
V = 1 nebo 3: redukce na začátku a na konci
V = 4: redukce na konci
V = 5: bez redukce
D
Rychlost odjíždění (standardně: 0)
D = 0: rychloposuv
D = 1: posuv
K
Rovina návratu (radiální díry, díry v rovině YZ: průměr) –
(standardně: zpět do výchozí polohy, resp. na bezpečnou
vzdálenost)
H1
Od verze softwaru 625 952-04:
Brzda vřetena (H1 se vyhodnotí, když je ve strojním
parametru 1019, .. brzda zanesená) – standardně: 0
0: Aktivovat brzdu vřetena
1: Dezaktivovat brzdu vřetena