5 automatický provoz – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 86
86
3.5 Automatický provoz
V-proměnné
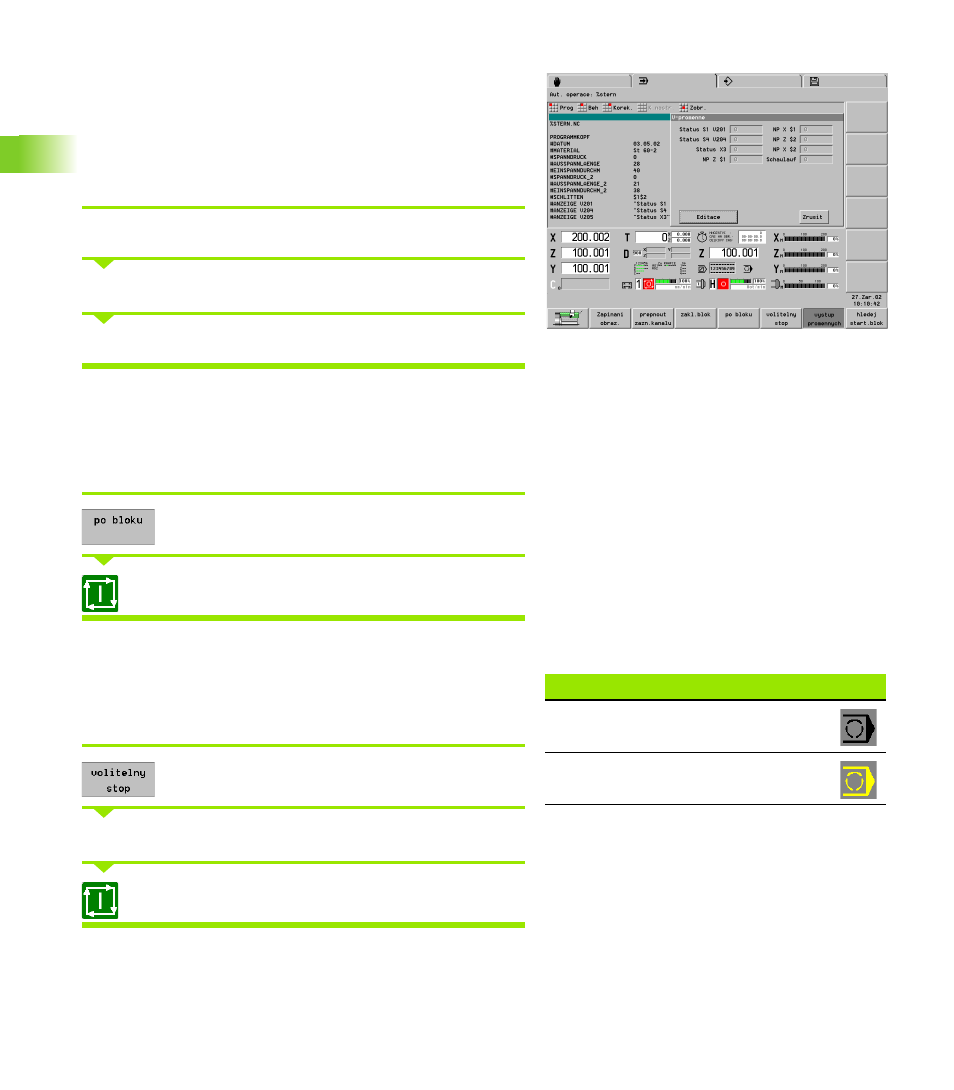
Práce s proměnnými „V“:
Dialogové okno „V-proměnné“ slouží k zobrazování a zadávání
proměnných.
V-proměnné se definují na začátku NC-programu. Význam se určuje
v NC-programu.
Zkoušení nebo zadávání V-proměnných:
Zvolte „Průběh > V-proměnné“
CNC PILOT zobrazí proměnné, definované v NC-programu.
Změna proměnné: stiskněte tlačítko „Editovat“
Provoz po bloku
Při „Provozu po bloku“ se provede vždy jeden NC-příkaz (jeden
základní blok), a pak CNC PILOT přejde do stavu „Stop posuvu“.
Nastavení režimu „po bloku“
Aktivace Provozu po bloku
„Start cyklu“ provede další příkaz NC
Volitelné zastavení
Je-li „Volitelné zastavení“ aktivní, zastaví CNC PILOT při M01 a přejde
do stavu „Stop posuvu“.
Průběh programu při „Volitelném zastavení“
Aktivace „Volitelného zastavení“
CNC PILOT přejde při M01 do stavu „Stop posuvu“.
„Start cyklu“ pokračuje v provádění programu
Status volitelného zastavení
Volitelné zastavení VYP
Volitelné zastavení ZAP