Hrubování čelně (g820), Viz “hrubování čelně (g820)” na stranì 502 – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 502
502
6.14 Interaktivní generování pracovních postup
ů
(IA
G
)
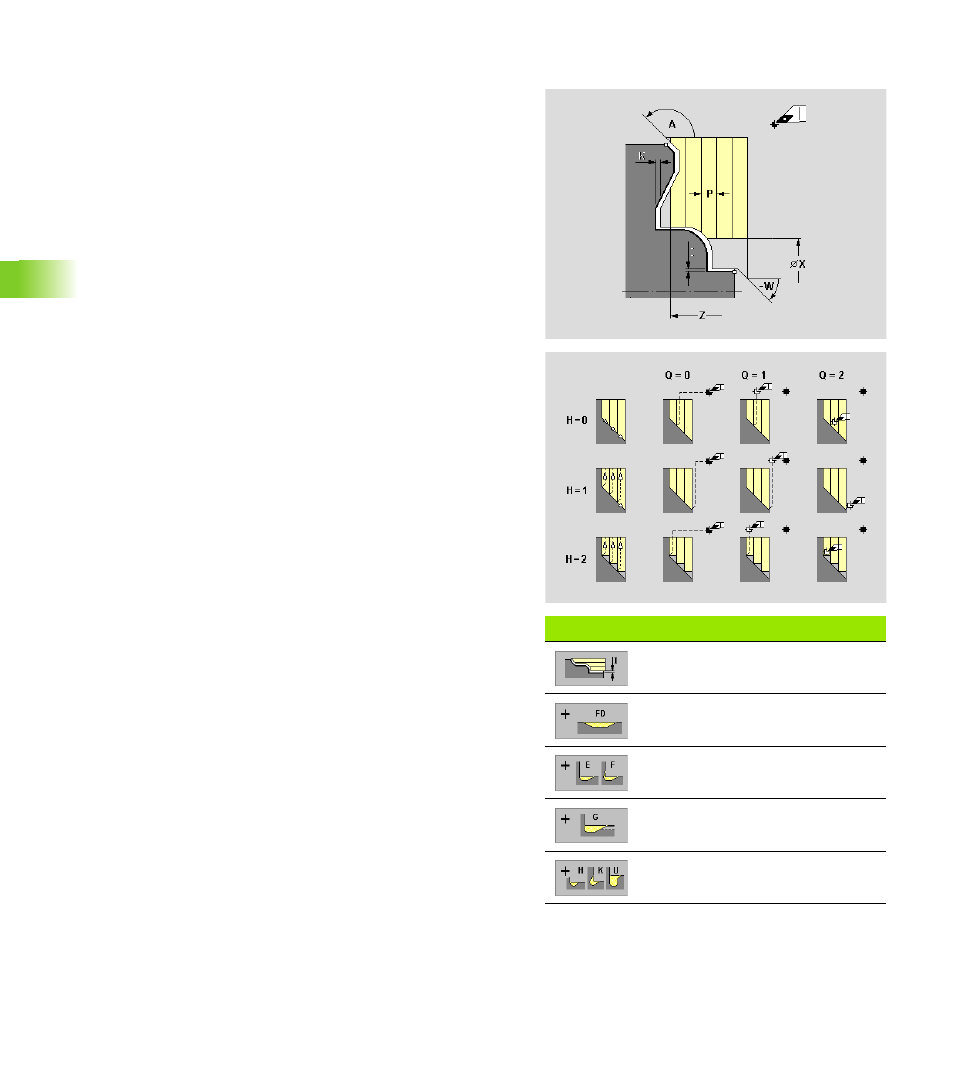
Hrubování čelně (G820)
IAG generuje pro vybraný úsek obrysu cyklus G820.
Softtlačítka „Hrubování“
Axiální přídavek/konstantní přídavek
Obrobení soustruženého vybrání FD
Obrobení odlehčovacích zápichů E a
F
Obrobení odlehčovacích zápichů G
Obrobení odlehčovacích zápichů H,
K a U
Parametry
P
Hloubka řezu (maximální přísuv)
A
Úhel najetí – reference: osa Z (standardně 90 °/270 °)
W
Úhel odjetí – reference: osa Z (standardně 0°/180°)
X
Omezení řezu
Z
Omezení řezu
I
Podle nastavení softtlačítek:
Axiální přídavek
Konstantní přídavek (vygeneruje „Přídavek G58“ před
cyklem)
K
Radiální (čelní) přídavek
Zanořování (obrábění klesajících obrysů) ?
Ano
Ne
E
Redukovaný posuv při zanořování u klesajících obrysů
H
Způsob výjezdu z třísky (způsob vyhlazení obrysu)
H = 0: Obrábí po každém řezu podél obrysu
H = 1: Odsune se pod úhlem 45 °; vyhlazení obrysu po
posledním řezu
H = 2: Odsune se pod úhlem 45 ° – bez vyhlazení obrysu
Q
Způsob odjetí na konci cyklu
Q = 0: zpět do výchozího bodu (nejprve směr X, pak směr Z)
Q = 1: napolohování před hotový obrys
Q = 2: odjetí do bezpečné vzdálenosti a zastavení.
Obrábění odlehčovacích zápichů. Nastavení se provádí
softtlačítkem.