6 parametry obráb ění – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 593
HEIDENHAIN CNC PILOT 4290
593
7.6 Parametry obráb
ění
Hrubování – analýza obrábění
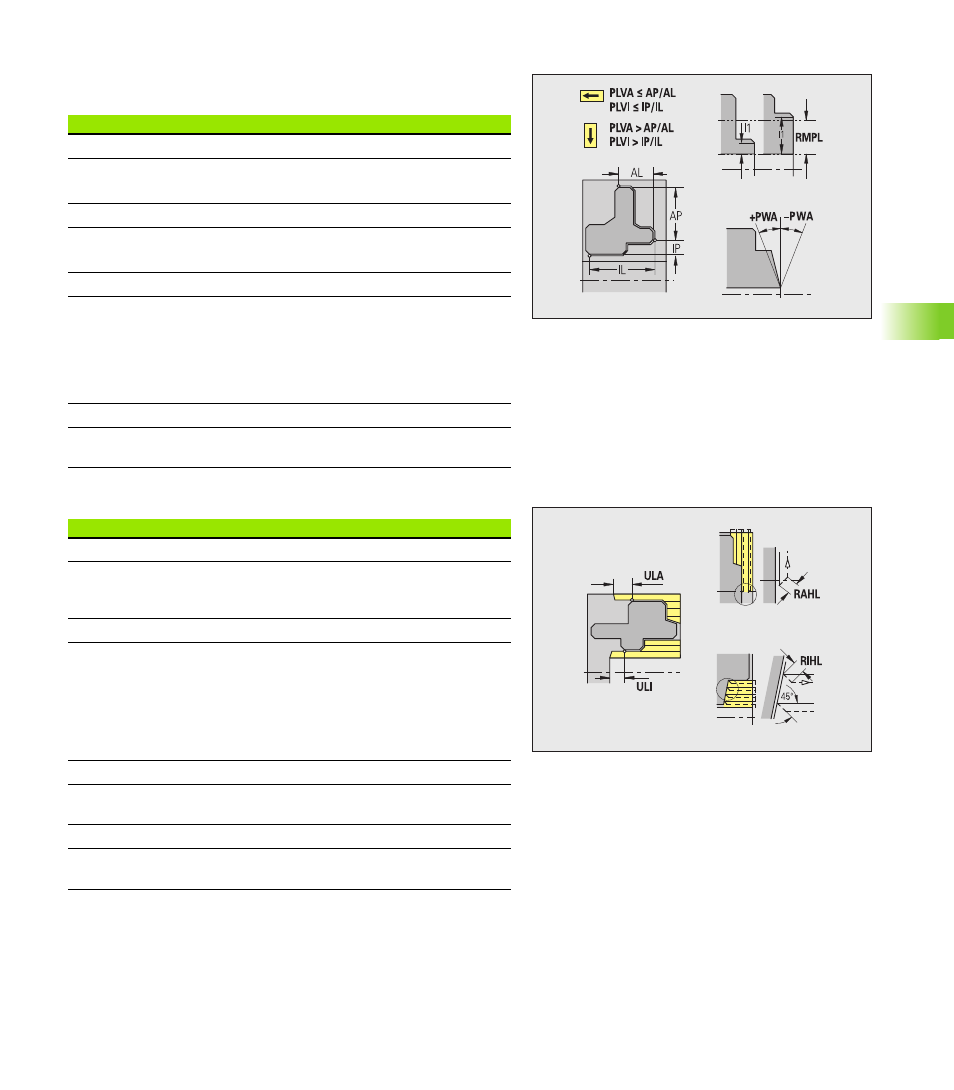
TURN PLUS rozhodne na základě PLVA / PLVI, zda se provede
obrábění axiální (podélné) nebo radiální (čelní).
Hrubování – Obráběcí cykly
Analýza obrábění
Poměr radiálně / axiálně vnější [PLVA]
PLVA <= AP / AL: axiální obrábění
PLVA > AP / AL: radiální obrábění
Poměr radiálně / axiálně vnitřní [PLVI]
PLVI <= IP / IL: axiální obrábění
PLVI > IP / IL: radiální obrábění
Minimální radiální délka [RMPL] (hodnota rádiusu)
Určuje, zda se bude přední radiální prvek vnějšího obrysu dílce
radiálně hrubovat.
RMPL > l1: bez zvláštního radiálního hrubování
RMPL < l1: se zvláštním radiálním hrubováním
RMPL = 0: zvláštní případ
Odchylka radiálního úhlu [PWA]
První přední prvek se považuje za prvek radiální (čelní), leží-li
mezi +PWA a -PWA.
Obráběcí cykly
Délka přejetí vnější [ULA]
Délka, o kterou se při vnějším obrábění v axiálním směru
hrubuje ještě za cílový bod. ULA se nedodrží, leží-li omezení
řezu před touto délkou přejetí nebo uvnitř ní.
Délka vyložení vnitřní [ULI]
Délka, o kterou se při vnitřním obrábění v axiálním směru
hrubuje ještě za cílový bod. ULI se nedodrží, leží-li omezení
řezu před touto délkou přejetí nebo uvnitř ní.
Používá se pro výpočet hloubky vrtání při centrickém
předvrtání.
(viz “Pokyny k obrábění” na stranì 559)
Délka odsunu vnější [RAHL]
Délka odsunutí nástroje pro hladicí varianty (H=1, 2)
hrubovacích cyklů (G810, G820) při vnějším obrábění (RAHL).
Délka odsunu vnitřní [RIHL]
Délka odsunutí nástroje pro hladicí varianty (H=1, 2)
hrubovacích cyklů (G810, G820) při vnitřním obrábění (RIHL).