2 záhlaví programu – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 393
HEIDENHAIN CNC PILOT 4290
393
6.2 Záhlaví programu
6.2 Záhlaví programu
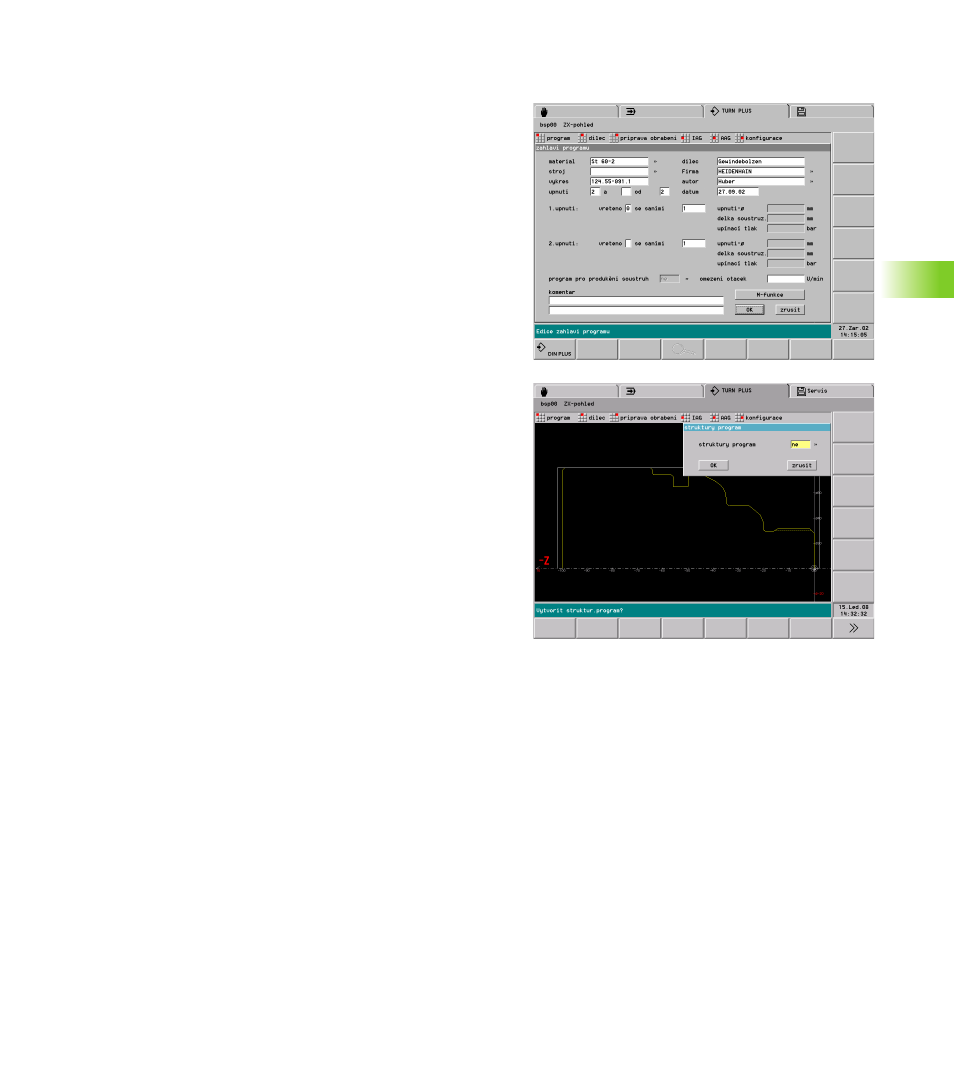
ZÁHLAVÍ PROGRAMU obsahuje:
Materiál: k zjištění řezných podmínek.
Přiřazení vřeteno – suport pro 1. upnutí
Přiřazení vřeteno – suport pro 2. upnutí: Při kompletním obrábění
zadejte vřeteno a suport, s nimiž se provede obrábění při daném
upnutí. U více suportů zadávejte čísla suportů za sebou (příklad:
„12“ = $1 a $2).
Omezení otáček (SMAX se definuje v „Obráběcím parametru 2 –
Globální technologické parametry“):
Bez zadání: SMAX je omezení otáček
Zadání:< SMAX: zadáno je omezení otáček
Zadání:> SMAX: SMAX je omezení otáček
Tlačítko „M-funkce“: můžete definovat až 5 M-funkcí, které TURN
PLUS bude brát do úvahy při generování NC-programu takto:
na „počátku obrábění“
po výměně nástroje (po příkazu T)
na konci obrábění
Tlačítko „Strukturní program“: Pokud nastavíte „Ano“, generuje
TURN PLUS NC-program jako „strukturní program“ (předpoklad:
obrobek se vyrábí s „Kompletním obráběním“ na stroji s přídavným
vřetenem). Přitom se pro každé obrábění generuje interní
podprogram. Hlavní program obsahuje obecné příkazy a vyvolání
podprogramů.
Nastavení tlačítka „Strukturní program“ se mohou změnit také v
dialogovém okně „Strukturní program“. Toto dialogové okno vyvoláte
přes „Obrobek > Strukturní program“.
Ve funkci „Příprava“ zjišťuje TURN PLUS následující data záhlaví
programu (viz “Upínání na straně vřetena” na stranì 483).
Průměr upnutí
Délka pro uvolnění
Upínací tlak
Ostatní políčka obsahují organizační informace a seřizovací
informace, které neovlivňují provádění programu.
Informace záhlaví programu se v programu DIN označují znakem „#“.