Hluboké vrtání g74, 23 v rt a cí cykly – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 250
250
4.23 V
rt
a
cí cykly
Možnosti obrábění:
Pevný závitník: synchronizuje se hlavní vřeteno a pohon posuvu.
Poháněný závitník: synchronizuje se nástroj a pohon posuvu.
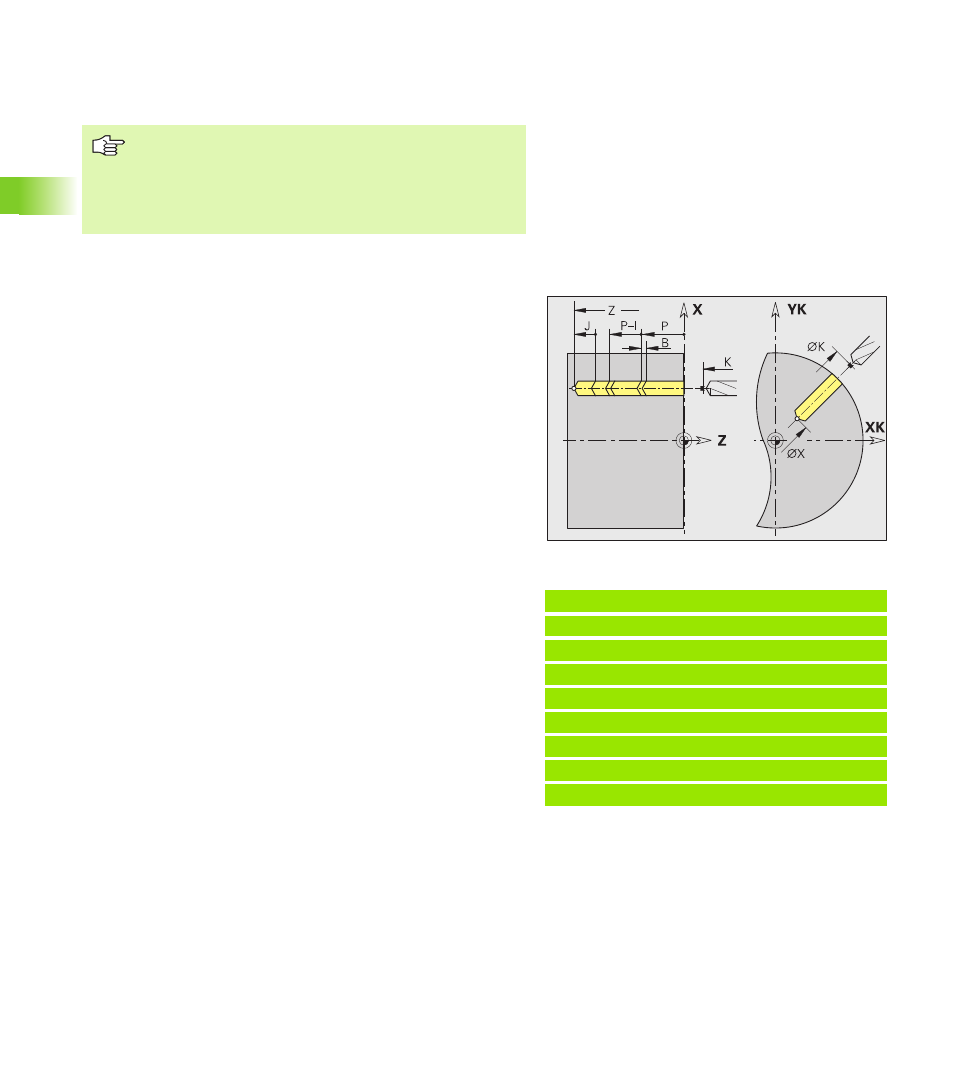
Hluboké vrtání G74
G74 vytváří axiální a radiální díry v několika stupních pevnými nebo
poháněnými nástroji.
„Stop cyklu“ působí na konci řezu závitu.
Override posuvu neúčinkuje.
Override vřetena nepoužívat!
Při neregulovaném pohonu nástroje (bez senzoru ROD)
je nutná vyrovnávací hlava.
Przykład: G74
. . .
N1 M5
N2 T4 G197 S1000 G195 F0.2 M103
N3 M14
N4 G110 C0
N5 G0 X80 Z2
N6 G74 Z-40 R2 P12 I2 B0 J8 [Vrtání]
N7 M15
. . .
Parametry
NS
Číslo bloku obrysu
Reference na obrys vrtání (G49-, G300- nebo G310-Geo)
Bez zadání: Jednotlivou díru bez popisu obrysu
X
Koncový bod axiální díry (průměr)
Z
Koncový bod radiální díry
P
1. Hloubka díry
I
Hodnota redukce (standardně: 0)
B
Vzdálenost zpětného pohybu (standardně: do „výchozího
bodu vrtání“)
J
Minimální hloubka vrtání (standardně: 1/10 z „P“).
E
Časová prodleva k doříznutí na konci díry (v sekundách) –
(standardně: 0)
V
Redukce posuvu (50 %) – (standardně: 0)
V = 0 nebo 2: redukce na začátku
V = 1 nebo 3: redukce na začátku a na konci
V = 4: redukce na konci
V = 5: bez redukce
D
Rychlost návratu a přísuv uvnitř díry (standardně: 0)
D = 0: Rychloposuv
D = 1: Posuv
K
Rovina návratu (radiální díry: průměr) – (standardně: do
výchozí polohy, resp. na bezpečnou vzdálenost)
H1
Od verze softwaru 625 952-04:
Brzda vřetena (H1 se vyhodnotí, když je ve strojním
parametru 1019, .. brzda zanesená) – standardně: 0
0: Aktivovat brzdu vřetena
1: Dezaktivovat brzdu vřetena