Soustružení a zapichování radiálně/axiálně (g869), Í (viz “soustružení a zapichování radiálně, Axiálně (g869)” na stranì 511) – HEIDENHAIN CNC Pilot 4290 V7.1 Uživatelská příručka
Stránka 511
HEIDENHAIN CNC PILOT 4290
511
6.14 Interaktivní generování pracovních postup
ů
(IA
G
)
Soustružení a zapichování radiálně/axiálně
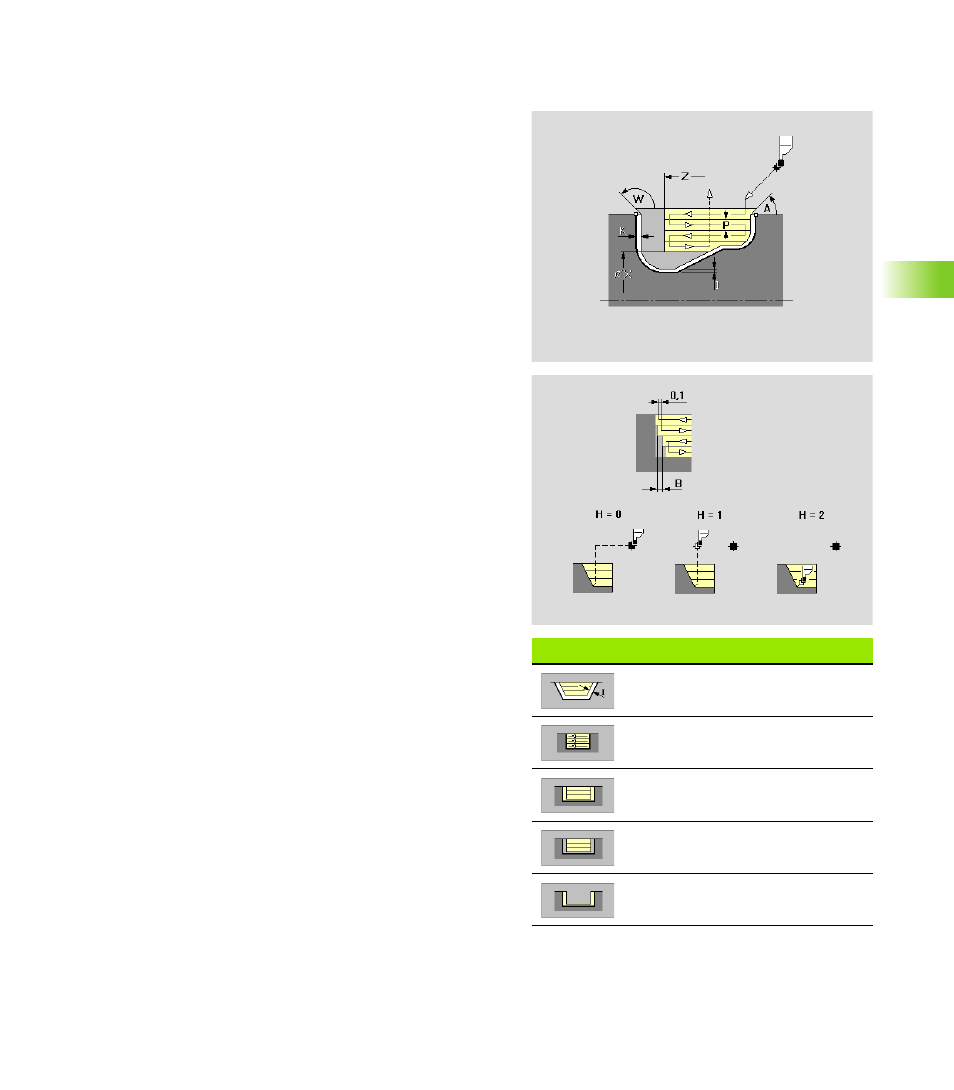
(G869)
IAG generuje pro vybraný úsek obrysu cyklus G869 (obrobení
střídavými zápichovými a hrubovacími pohyby)
Parametry čelního a podélného zapichování a soustružení jsou až na
vztažnou osu nájezdového / odjezdového úhlu totožné. „Axiální
zapichování a soustružení“: viz “Zapichování a soustružení axiálně
Softtlačítka „Zapichování a soustružení“
Axiální přídavek / konstantní
přídavek
Jednosměrně/obousměrně
Hrubování a dokončení zápichu
Hrubování zápichu
Obrábění načisto
Parametry
P
Maximální hloubka řezu
R
Korekce hloubky
V závislosti na materiálu, rychlosti posuvu, atd. se břit při
soustružení „překlopí“. Tuto chybu přísuvu zkorigujete „korekcí
hloubky soustružení“. Tato hodnota se zpravidla zjišťuje
empiricky.
B
Šířka přesazení
Od druhého přísuvu se při přechodu ze soustružení na
zapichování obráběná dráha zmenší o „šířku přesazení“. Při
každém dalším přechodu ze soustružení na zapichování na
tomto boku se provede redukce o „B“ – navíc k dosavadnímu
přesazení. Zbývající materiál se na konci hrubování zápichu
obrobí jedním zápichovým záběrem.
A
Úhel najetí (standardně: proti směru zapichování)
radiálně: reference osa Z
axiálně: reference osa X
W
Úhel odjetí (standardně: proti směru zapichování)
radiálně: reference osa Z
axiálně: reference osa X
X
Omezení řezu
Z
Omezení řezu
I
Podle nastavení softtlačítek:
Axiální přídavek
Konstantní přídavek (vygeneruje „Přídavek G58“ před
cyklem)
K
Radiální (čelní) přídavek
S
(Jednosměrné/) obousměrné hrubování zápichu (nastavení
softtlačítkem):
Ano (S=0): obousměrně
Ne (S=1): jednosměrně ve směru definovaném při výběru
oblasti obrábění
O
Posuv při zapichování (standardně: aktivní posuv).
E
Dokončovací posuv (standardně: aktivní posuv).